 客服热线:
客服热线:















| 品牌振邦机械设备 | 有效期至长期有效 | 最后更新2023-10-03 09:16 |
| 规格定制 | 型号1200 | 产地山东 |
| 浏览次数245 |
石膏板生产线护面纸部分支持定制加工
石膏板生产线机械成型部分:
立式搅拌机:本机采用特殊不锈钢材料制造,在石膏粉、淀粉胶液、发泡液按比例均匀供给的前提下,生产出均匀一致的浆料,并可生产两种浆料,即:中间发泡浆料、两侧硬边浆料,为板式成型及干燥提供了可靠的保证。
振动平台:其作用为浆料至平台后,经预定的频率振动,使浆料更为均匀,并使经发泡剂产生的大泡分散为均匀小泡,以利增加强度并为保证干燥质量提供合格的坯料。
气动板式成型机:本机采用气动升降,生产石膏板厚度在8-15mm之间任意调节,接触物料部分采用特殊不锈钢材料,操作简单方便,升降灵活可靠,调整方便快捷,所生产的板面平整一致。
一、石膏板生产线护面纸部分:
由放纸机四组、上下纠偏机各一台、涂胶装置、托纸辊架组成。纠偏机为电子自动控制,使之不跑偏。
二、石膏板生产线供给部分:
由振动筛、提升机、料仓、定量供料器、输送机组成。
石膏板生产线经振动筛检出异物,经定量供料器、输送机使之均匀输料,为料浆的浓度一致提供可靠的保证。
三、淀粉胶液部分:
由淀粉混合液罐、搅拌机、定量泵、输送管路组成。使用定量泵输送液体,依据需要流量多少可任意调节。与石膏粉输送机配套使用,保证所需的水膏比均匀。
四、发泡机部分:
由发泡液罐、搅拌机、发泡站、空气压缩机、储气罐及输送管路组成。保证气流、液体的均匀输送。
五、成型部分:
立式搅拌机:本机采用特殊不锈钢材料制造,在石膏粉、淀粉胶液、发泡液按比例均匀供给的前提下,生产出均匀一致的浆料,并可生产两种浆料,即:中间发泡浆料、两侧硬边浆料,为板式成型及干燥提供了可靠的保证。
振动平台:其作用为浆料至平台后,经预定的频率振动,使浆料更为均匀,并使经发泡剂产生的大泡分散为均匀小泡,以利增加强度并为保证干燥质量提供合格的坯料。
气动板式成型机:本机采用气动升降,生产石膏板厚度在8-15mm之间任意调节,接触物料部分采用特殊不锈钢材料,操作简单方便,升降灵活可靠,调整方便快捷,所生产的板面平整一致。
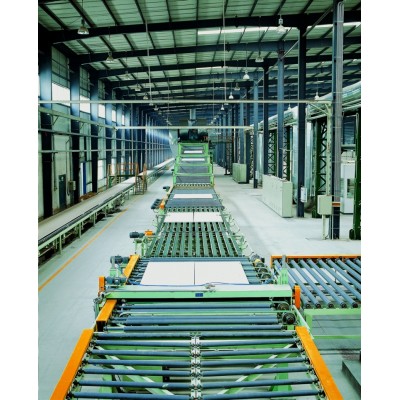
六、输送部分:
由橡胶带输送机、整形装置、自动切断机、加速机组成,根据需求调整运行速度。自动切断机及加速机采用自动控制,产品长度可调。
七、中转部分:
由举升机、平带平移机、升降分配机组成,采用自动控制。
八、干燥系统:
由快入机组、快出机组、倾斜出板机组、干燥机、传动机构、导热油管散热器、引风机及主风道、干热风分风器、潮气回风器及排潮管道组成。z大限度的压缩空间,充分利用热能。
快入机组、快出机组、出板机组采用自动控制,干燥室传动机构根据生产速度调整干燥速度。
利用导热油管散热器辐射、干热风辅助的干燥工艺,各层、各段均可调可控,使石膏板不过烧、不潮板干燥一致。
九、供热部分:
由热油炉、导热油泵、储油罐、膨胀罐、管路、换热器组成。为充分利用热能、降低生产成本,本设备利用余热做为干热风的热源。
十、定尺系统:
由链条定尺机、定尺切割锯、分板机组成。
十一、除尘系统:
由除尘引风机、吸尘管路及电子脉冲除尘器组成。

石膏板生产线机械设备定尺、码垛部分:
1、安装翻板机,石膏板到此工位后,把出板方向板翻转180度,使之正面朝上。设置移板机,把另一张板移至***张板上,正面朝下,使两板叠放,为定尺封头做好准备,自动控制。(如此结构,优点为:①保护如石膏板正面。②缩短此工段时间。③为后序工段做好充分准备。)
2.定尺部分设置电子脉冲袋式除尘器,把灰尘降至z低,自动控制,除尘器收集锯板粉末作为促凝剂加以使用。
3、设置自动封头、码垛工位,封头机、码垛机各安装3台,自动封头码垛极大的减少了用工人员,并降低了劳动强度,石膏板到此工位后,经气缸自动对齐后封头,封完后经抛板机把板输至码垛机上,再经气缸对齐机把封好头的产品对整齐,待整垛满后利用叉车运走。
选购石膏板生产线应注意以下几点:
一、设备
在同等生产能力的情况下对比设备配置、设备结构、设备价格及包含内容。
二、调试费用
此费用成熟技术与不成熟技术相差很大,相差几倍或几十倍甚至百倍以上,选择厂家时应切实注意,以免造成大的损失。
三、生产成本
石膏板近几年的市场竞争力加大,利润空间缩小。此时的产品有无竞争力,能否在市场上具有一席之地,关键看产品质量与生产成本,在同等质量的前提下生产成本相差很大(电耗、煤耗、合格率,此三项直接制约产品的生产成本)。
石膏板生产线的工作原理:
备料:
改性淀粉、缓凝机、纸浆、减水剂、水经定量计量后放入水力碎浆机搅拌成原料浆,然后泵入料浆储备罐备用;
发泡剂和水按比例投入发泡剂制备罐搅拌均匀,泵入发泡剂储备罐(带加热装置,保持35℃以上)备用;
促凝剂和石膏粉原料经提升输送设备进入料仓备用;
配料:
料浆储备罐中的浆料使用计量泵泵入到搅拌机,发泡剂使用动态发泡装置发泡后进入搅拌机,促凝剂和石膏粉使用全自动计量皮带称计量后进入搅拌机,然后所有主辅料在搅拌机混合成合格的石膏浆。
说明:所有主辅料的添加都含括在自动控制系统中,随生产线速度的不同自动调节,以适应大规模、高速度的要求
石膏板生产线设备特征:
1、液压自动行走式石膏墙板成型机综合了国内外同类设备的优点,解决了传统石膏板分量重,强度低,耐水防潮性能差等缺点,设备总体性能达到国内***水平;
2、设备核心部件选用进口材料生产,质量优异,占地空间小,操作方便,生产效率高;
3、制品平整度好,误差小,抗形变,长短可调,持久耐用;
4、一台设备可生产60mm,90mm,120mm,150mm等多种厚度和规格的石膏板;
5、该设备一次成型两块石膏墙板,原料自动化计量,保证墙板质量和精度;
6、采用液压开合模,芯管系新型硅胶材料制造,气压膨胀模式设计,使抽管阻力减少为零,成型板材损坏率降低为零。穿管抽管同步完成,芯管无需冲洗;
7、石膏板成型机关键元器件、零部件均采用国际知名品牌产品,核心零部件均经过疲劳耐久性试验和可靠性试验,从而保证设备运行稳定,故障率降至z低。
石膏板生产线简介:
1,年产量:200万到5000万平方米(以9.5mm厚度计算)
2,自动化程度:全自动
3,干燥系统:热风炉干燥系统
4,燃料:天然气,重油,煤或柴油
5,主要原料:石膏粉,改性淀粉,发泡剂,胶和护面纸。
6,生产出来成品的尺寸:
厚度:8-20mm
宽度:1200mm或1220mm
长度:2400-3600mm(可以调整)
7,产品质量标准:符合国标GB/T9775-2008.
我们也可以根据客户的特殊要求来进行设计制造。
设备介绍和工艺描述:石膏板生产线是生产石膏板新型建筑材料,纸面石膏板的专用设备,石膏板生产线主要工作过程是:将熟石膏、水和各种添加成分,分别自动计量、经连续、自动传送系统进入搅拌机,混合搅拌成均匀料浆,散布到连续向前移动的石膏板护面纸上,在前进过程中,经过震动,料浆被上下纸完全包封,并挤压成很规则的平板,该平板在连续生产线上的严格控制的稳定速度继续向前移动,逐渐形成有一定强度、形状规则的湿石膏板,经自动控制的切断系统,按设定的尺寸地切断成单板。单板经程控系统有序排列、翻面、进入干燥机。在严格控制的干燥温度下,蒸发掉板中的吸附水。板从干燥机出来,在生产线前进过程中逐步降温。经再次翻面每2张板正面叠合,经端头锯将板的两端切断成规则尺寸后,传送到自动堆垛机,堆垛成整齐规则的成品入库。纸面石膏板生产线主要由三大部分组成,即:料房、供热系统、联合机组。
石膏板生产线特点:
1.操作简单
石膏板生产线操作简单,特别是调浆人员与烘干室操作人员,可以利用电脑直接对设备调浆及对烘干室自动控温,随温度的变化自动变化。
2.新型立式搅拌机
石膏板生产线动力小,停电防堵,不结硬块,一台机器可同时生产出两种浆即有泡浆与无泡浆,有泡浆在板的中心,无泡浆在板的两个边三四公分处,既增加了石膏板的强度又不增加石膏板的重量,同时解决了石膏板两个边过烧现象。
3.码垛与封头
石膏板生产线配置了码垛机和封头机两大部分,传统设备这部分都是人工控制,而我们研制的设备由机器自动完成,使其整条生产线节省人工50%。
4.自动化程度高
石膏板生产线有电脑成型控制系统,电脑全自动中转控制系统,电脑烘干室控制系统,电脑全自动定尺控制系统,电脑封头控制系统,这些系统保障了产品质量的提高。
5.新型烘干室
烘干室是整条设备的中心,烘干后的石膏板保证粘纸(纸不合格),既不会出现不干,也不会出现过烧,并且需要的动力耗能低。一般热油炉的热功率只有73%,25%左右的热能随着烟气排放到天空。该烘干室利用烟气的热能与散热器的覆盖面积,实现了节能30%,另外外部既可加润滑油,减少了一半的动力,再加上科学的配比,使整条线节能40%,而便于维修。
6.产品合格率
产品的合格直接影响企业的利润,它的产量更重要,因为出一张废板需要十张成品的利润赚回来,经科研人员巧妙的设计,使该产品自动调浆,产品合格率达到90%!
注:产品合格说明:产品粘纸,不过烧,不潮为z后合格产品
7.节能
企业的生存之本就是降低成本,只要成本低才能在市场上有竞争力,节电,节煤,节人工。用工人数大约12-14人,节煤35%,节电45%,节人工45%,从而降低了成本。每平方米减低了15%左右。
石膏板生产线简介:
1、供纸系统简介,本系统以独特的接纸方式与高精度的纠偏机构,再加上刻痕对以后的修边、起到了很大的帮助作用。产品的质量得以很大的提高,并减少了很多不必要的浪费而降低成本。
2、供粉系统简介,该系统以独有的定量供料器为核心,使石膏粉的供给相当精确,对以后的调浆操作提供了极大的方便,再加上气动卸料器的配合,使料粉的供给有了可靠的保障。
3、供水系统简介,本供水系统使用了热交换器,在产品质量上既提高了强度,又节约了能源,采用计量比较准确的专用泵为操作提供了极大的便利。
4、发泡系统简介,本系统使用了独特的恒压器供气,以专用泵供泡液,使泡液能够均匀的进入浆体,为操作提供了极大的方便,因而产品的重量调整也比较容易掌握。
5、成型系统简介,本系统引进国内外技术,使用特种不锈钢强边立式搅拌机与特种不锈钢气动板式成型机,使该系统的抗磨损能力大大增强,延长使用寿命。采用板式成型机替代原始的压合辊,提高板面的平整度。
6、输送系统简介,该系统除传统的输送机外,另增加了废板清理机,既降低了工人的劳动强度,并能使车间的环境卫生整洁。
7、中转系统简介,本系统采用了z先进的无动力入板快进机构,降低了能耗,并且对各部分总成都做了相应的改进,使机器的运行更可靠。
8、干燥系统简介,该系统是整套生产线的核心,它直接影响到生产线的产量与能耗,此系统采用独有的散热器结构,可层控温、段控温,另加新颖独特的配风系统,使本系统的各层温度温度任意可,从而起到了降低能耗的作用,并且使本系统的操作更加容易撑握。也是降低试车成本的关键所在。
9、供热系统简介,本系使用有机热载体炉(热油炉),它是一种低压高温供热设备。它以煤、油、气为燃料,以导热油为载体,是目前生产石膏板选的供热设备。另外,利用烟气换热器可以减少能耗,降低成本。
10、定尺系统简介,本系统以独特的翻板机与码垛机组成了z新的定尺系统,从而结束了人工接板的历史,降低了人工成本。
11、除尘系统简介,该系统使用电子脉冲布袋除尘器,提高了除尘的效果,另增加了除尘绞龙,使清理粉尘更加方便。
12、控制系统简介,控制系统有六个方面组成,采用了电脑程序化控制,并采用了变频器、固态继电器、光电感器等无触点器件,保障了机器的运行。实现了能够长期运行的全自动石膏板生产线。
附:电脑全自动中转控制系统
光电传感器检测----专用PLC控制----固态继电器驱动
电脑全自动定尺控制系统
光电传感器检测----专用PLC控制----固态继电器驱动
电脑成型控制系统
多种传感器检测----专用PLC控制----变频器驱动
电脑烘干室控制系统
温度温度传感器检测----专用PLC控制----接触器驱动
热油炉控制系统
自动检测----按钮操作----继电器控制----接触器驱动



&tel=15053448732&work=13573406995&email=&org=德州振邦机械设备有限公司&adr=宁津县相衙镇工业园&url=http://wang121.ashidc.com/)








