客服热线:
客服热线:







| 品牌启力机床 | 有效期至长期有效 | 最后更新2025-03-20 13:48 |
| 材质HT250 | 精度0-1-2-3 | 硬度HB170-240 |
| 浏览次数290 |
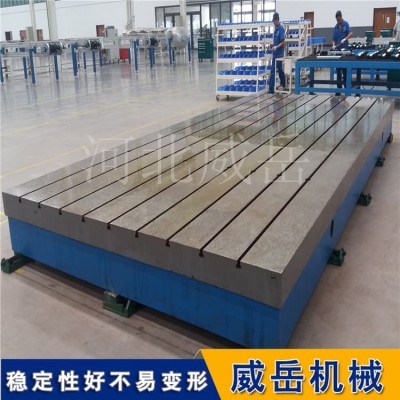
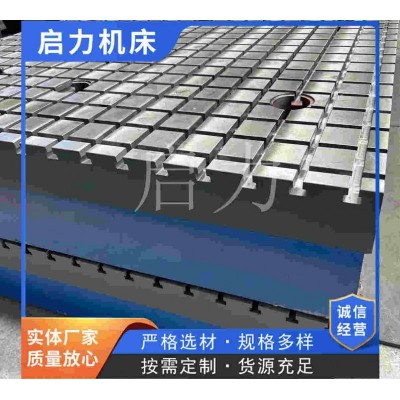
铸铁工作台机床设备安装使用高温退火处理
铸铁平台设计要点及使用注意事项
铸铁平台作为机械制造中的重要基础设备,在机床底座、导轨、支架等部件中发挥着关键作用。其生产实践不仅要求工艺精湛,还需要对材料、设备、流程等多个环节进行严格控制。以下是对铸铁平台生产实践的详细探讨。
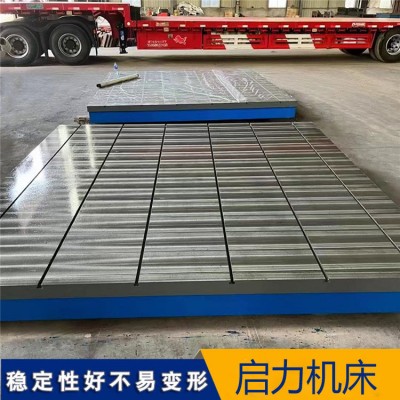
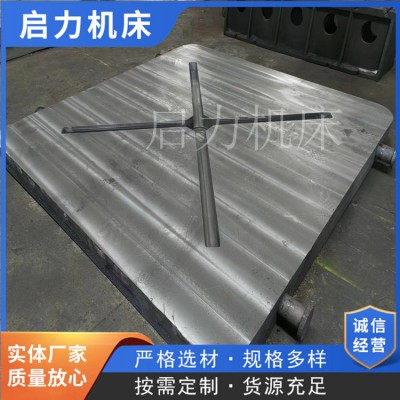
在铸铁平台的生产过程中,首先需要考虑的是原材料的选择。铸铁平台的材质通常选用灰口铸铁和球墨铸铁。灰口铸铁具有良好的减震性能、耐磨性能和切削性能,但强度较低,韧性较差。而球墨铸铁则具有较高的强度、韧性和耐磨性能,适用于强度、高精度、高耐磨的机械加工场合。根据实际需求,选择合适的铸铁材料是生产高质量铸铁平台的基础。
在确定了原材料之后,接下来是铸造工艺的制定。铸造工艺的选择直接影响到铸铁平台的组织结构和性能。对于大型球墨铸铁平台,由于铁液量大,孕育衰退是一个普遍存在的问题。解决此类问题的关键是选择合适的孕育处理方法。在实际生产中,可以采用复合强化孕育处理工艺,通过多次孕育,尤其是后期孕育,明显铸件抗孕育衰退能力。
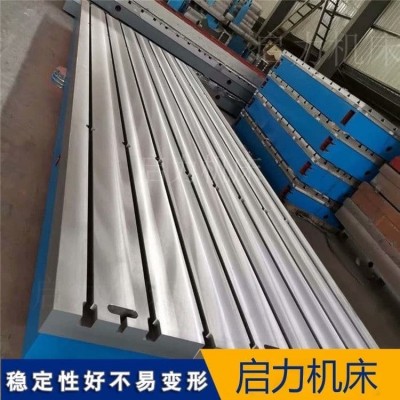
铸铁平台在铸造过程中,浇口箱的设计也至关重要。浇口箱不仅起到搅拌铁液以便浮渣上浮的作用,还能过滤掉大部分氧化渣。为了延缓孕育衰退时间,可以在浇口箱内预先放置经过烘烤的足量、块度合适的硅铁孕育块。同时,从球化结束至浇包处于待浇注状态的时间间隔应尽可能缩短,总时间控制在25分钟以内,以确保孕育效果。
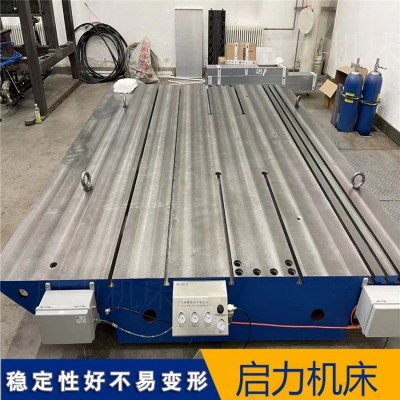
铸铁平台浇注温度的控制同样不可忽视。浇注温度过高,易出现缩孔、缩松、粘砂等问题;浇注温度过低,铁液流动性变差,易出现浇不足、冷隔等问题。因此,需要将浇注温度控制在1330~1360℃之间。在浇注时,要确保浇口箱始终被铁液充满,便于浮渣上浮至铁液表面而避免冲入型腔。此外,浇注过程中还应坚持“慢-快-慢”的原则,尽可能降低高温铁液与大气的接触时间,减少氧化渣的生成量。
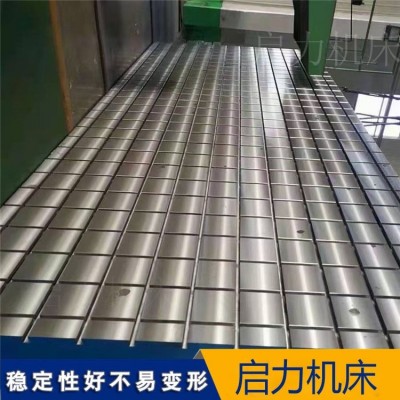
铸件浇注完成后,需要等待一段时间让其完全成型和凝固。然后进行清砂处理,去除浇注口和毛刺倒角等。对于铸铁平台,由于其尺寸较大,清砂处理需要更加细致,以确保平台的表面质量。
启力机床谢女士13785751790
铸铁平台作为机械制造中的重要基础设备,在机床底座、导轨、支架等部件中发挥着关键作用。其生产实践不仅要求工艺精湛,还需要对材料、设备、流程等多个环节进行严格控制。以下是对铸铁平台生产实践的详细探讨。
在铸铁平台的生产过程中,首先需要考虑的是原材料的选择。铸铁平台的材质通常选用灰口铸铁和球墨铸铁。灰口铸铁具有良好的减震性能、耐磨性能和切削性能,但强度较低,韧性较差。而球墨铸铁则具有较高的强度、韧性和耐磨性能,适用于强度、高精度、高耐磨的机械加工场合。根据实际需求,选择合适的铸铁材料是生产高质量铸铁平台的基础。
在确定了原材料之后,接下来是铸造工艺的制定。铸造工艺的选择直接影响到铸铁平台的组织结构和性能。对于大型球墨铸铁平台,由于铁液量大,孕育衰退是一个普遍存在的问题。解决此类问题的关键是选择合适的孕育处理方法。在实际生产中,可以采用复合强化孕育处理工艺,通过多次孕育,尤其是后期孕育,明显铸件抗孕育衰退能力。
铸铁平台在铸造过程中,浇口箱的设计也至关重要。浇口箱不仅起到搅拌铁液以便浮渣上浮的作用,还能过滤掉大部分氧化渣。为了延缓孕育衰退时间,可以在浇口箱内预先放置经过烘烤的足量、块度合适的硅铁孕育块。同时,从球化结束至浇包处于待浇注状态的时间间隔应尽可能缩短,总时间控制在25分钟以内,以确保孕育效果。
铸铁平台浇注温度的控制同样不可忽视。浇注温度过高,易出现缩孔、缩松、粘砂等问题;浇注温度过低,铁液流动性变差,易出现浇不足、冷隔等问题。因此,需要将浇注温度控制在1330~1360℃之间。在浇注时,要确保浇口箱始终被铁液充满,便于浮渣上浮至铁液表面而避免冲入型腔。此外,浇注过程中还应坚持“慢-快-慢”的原则,尽可能降低高温铁液与大气的接触时间,减少氧化渣的生成量。
铸件浇注完成后,需要等待一段时间让其完全成型和凝固。然后进行清砂处理,去除浇注口和毛刺倒角等。对于铸铁平台,由于其尺寸较大,清砂处理需要更加细致,以确保平台的表面质量。
启力机床谢女士13785751790



&tel=13785751790&work=13785751790&email=&org=泊头市启力机床制造有限公司&adr=河北省沧州市泊头市交河镇&url=http://qilijichuang111.ashidc.com/)