客服热线:
客服热线:





| 品牌启力 | 有效期至长期有效 | 最后更新2025-11-18 10:35 |
| 材质ht250 | 特性防锈 | 硬度hb170-240 |
| 浏览次数137 |
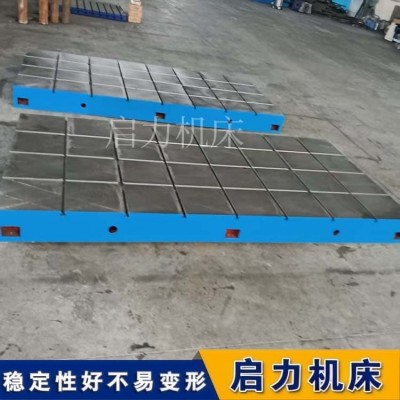
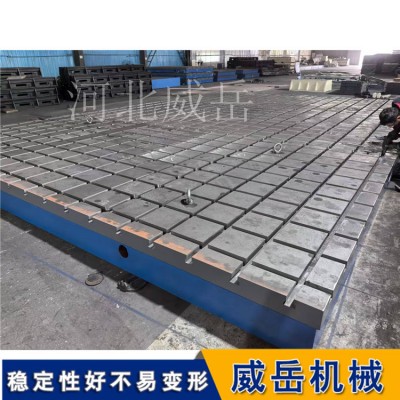
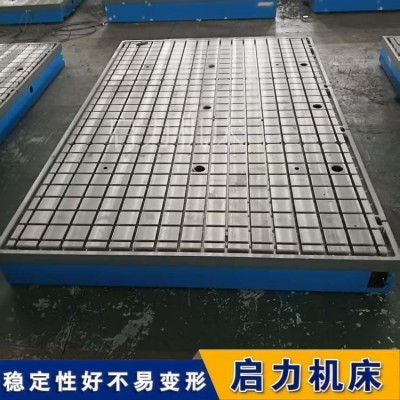
装配线铸铁平台3500×2000mm自动化生产线模块化拼接
铸铁平台变形损坏别慌,快修理方法立等可取
在工业生产现场,铸铁平台突然出现变形、局部损坏,很容易打乱生产节奏,让人手足无措。但其实铸铁平台的常见变形损坏(如下挠、凸起、边角崩裂),都有快落地的修理方法,无需等待团队,按步骤操作就能立等可取,既不耽误生产,又能节省更换成本,轻松解突发危机。
面对铸铁平台变形损坏,先做“3分钟应急处理”,避免损伤扩大:步,立即移除台面上的工件与夹具,停止使用,防止变形加剧;二步,用干净软布擦拭台面,去掉铁屑、油污,初步观察损坏情况(是轻微变形、局部崩裂还是严重下挠);第三步,若有尖锐凸起或毛刺,用细砂纸轻轻打磨平整,避免划伤后续工件或操作人员,为后续修理做好准备。
针对3类常见损坏场景,对应快修理方法,操作简单:
一、轻微变形(平面度误差≤0.08mm/m):热胀冷缩调平法
适合短期超载、环境温差导致的轻微下挠或凸起,1-2天即可恢复。先将铸铁平台调整至水平状态,用60-70℃热风机均匀吹拂变形区域,持续20分钟,利用热胀原理释放局部应力;待自然冷至室温后,用00级合像水平仪监测,通过地脚螺栓微调台面水平,每次调幅不超过0.01mm/m,反复2-3次即可校准。某机械车间的1000×1500mm铸铁平台,因昼夜温差出现0.07mm/m变形,用该方法1天就恢复至0.03mm/m精度,直接投入使用。
二、局部损坏(边角崩裂、槽口变形):应急补焊打磨法
针对碰撞导致的边角崩裂、T型槽变形,2-4小时就能应急修理。选用与铸铁平台材质匹配的快焊条(如HT350适配J506焊条),对崩裂部位进行点焊补焊,补焊时控制电流(80-100A),避免高温导致二次变形;补焊后用角磨机快打磨平整,再用细砂纸抛光,确保修理区域与台面过渡平滑;z后用标准平尺贴合检测,误差≤0.05mm即可投入应急使用。该方法虽不能达到长期高精度标准,但能快解决生产急需,后续可再进行刮研校准。
三、中度变形(0.08mm/m<平面度误差≤0.15mm/m):简易刮研校准法
无需设备,借助基础工具就能快修理。准备、简易刮研刀、标准平尺,先在台面上涂抹,用平尺贴合后划出高点痕迹;用刮研刀对高点进行轻刮,每次刮削量控制在0.003mm左右,重复“贴合-刮削”3-5轮,直至台面接触点数≥12点/200mm×200mm;z后用水平仪校准整体水平,确保平面度误差≤0.06mm/m。新手也能操作,修理后可满足普通工业测试需求,立等可取。四、严重变形(>0.15mm/m):临时加固返厂预处理法
若变形严重,无法现场修理,可先做临时加固,保障生产不中断。在铸铁平台底部关键受力区域加装钢板加固(用膨胀螺栓固定),变形扩大;同时用激光干涉仪标记变形数据,联系厂家制定返厂修理方案,返厂后通过整体时效、精磨处理恢复精度。该方法能快应急,避免生产停滞,后续返厂修理成本仅为新平台的30%。
修理后需牢记“3个避坑提示”,避免再次损坏:一是短期内不超过额定载荷的70%,给平台应力缓冲时间;二是避免高温工件直接接触台面,需垫隔热垫;三是每日使用前用软布清洁台面,每周简单校准一次水平,提前规避隐患。
铸铁平台变形损坏并不可怕,只要找对快修理方法,就能立等可取、解危机。以上方法兼顾应急性与实用性,既能快恢复生产,又能降低损失。在工业生产中,掌握这些快修理技巧,能让铸铁平台持续发挥支撑作用,成为应对突发状况的“定心丸”,保障生产运转。
启力机床谢女士13785751790
在工业生产现场,铸铁平台突然出现变形、局部损坏,很容易打乱生产节奏,让人手足无措。但其实铸铁平台的常见变形损坏(如下挠、凸起、边角崩裂),都有快落地的修理方法,无需等待团队,按步骤操作就能立等可取,既不耽误生产,又能节省更换成本,轻松解突发危机。
面对铸铁平台变形损坏,先做“3分钟应急处理”,避免损伤扩大:步,立即移除台面上的工件与夹具,停止使用,防止变形加剧;二步,用干净软布擦拭台面,去掉铁屑、油污,初步观察损坏情况(是轻微变形、局部崩裂还是严重下挠);第三步,若有尖锐凸起或毛刺,用细砂纸轻轻打磨平整,避免划伤后续工件或操作人员,为后续修理做好准备。
针对3类常见损坏场景,对应快修理方法,操作简单:
一、轻微变形(平面度误差≤0.08mm/m):热胀冷缩调平法
适合短期超载、环境温差导致的轻微下挠或凸起,1-2天即可恢复。先将铸铁平台调整至水平状态,用60-70℃热风机均匀吹拂变形区域,持续20分钟,利用热胀原理释放局部应力;待自然冷至室温后,用00级合像水平仪监测,通过地脚螺栓微调台面水平,每次调幅不超过0.01mm/m,反复2-3次即可校准。某机械车间的1000×1500mm铸铁平台,因昼夜温差出现0.07mm/m变形,用该方法1天就恢复至0.03mm/m精度,直接投入使用。
二、局部损坏(边角崩裂、槽口变形):应急补焊打磨法
针对碰撞导致的边角崩裂、T型槽变形,2-4小时就能应急修理。选用与铸铁平台材质匹配的快焊条(如HT350适配J506焊条),对崩裂部位进行点焊补焊,补焊时控制电流(80-100A),避免高温导致二次变形;补焊后用角磨机快打磨平整,再用细砂纸抛光,确保修理区域与台面过渡平滑;z后用标准平尺贴合检测,误差≤0.05mm即可投入应急使用。该方法虽不能达到长期高精度标准,但能快解决生产急需,后续可再进行刮研校准。
三、中度变形(0.08mm/m<平面度误差≤0.15mm/m):简易刮研校准法
无需设备,借助基础工具就能快修理。准备、简易刮研刀、标准平尺,先在台面上涂抹,用平尺贴合后划出高点痕迹;用刮研刀对高点进行轻刮,每次刮削量控制在0.003mm左右,重复“贴合-刮削”3-5轮,直至台面接触点数≥12点/200mm×200mm;z后用水平仪校准整体水平,确保平面度误差≤0.06mm/m。新手也能操作,修理后可满足普通工业测试需求,立等可取。四、严重变形(>0.15mm/m):临时加固返厂预处理法
若变形严重,无法现场修理,可先做临时加固,保障生产不中断。在铸铁平台底部关键受力区域加装钢板加固(用膨胀螺栓固定),变形扩大;同时用激光干涉仪标记变形数据,联系厂家制定返厂修理方案,返厂后通过整体时效、精磨处理恢复精度。该方法能快应急,避免生产停滞,后续返厂修理成本仅为新平台的30%。
修理后需牢记“3个避坑提示”,避免再次损坏:一是短期内不超过额定载荷的70%,给平台应力缓冲时间;二是避免高温工件直接接触台面,需垫隔热垫;三是每日使用前用软布清洁台面,每周简单校准一次水平,提前规避隐患。
铸铁平台变形损坏并不可怕,只要找对快修理方法,就能立等可取、解危机。以上方法兼顾应急性与实用性,既能快恢复生产,又能降低损失。在工业生产中,掌握这些快修理技巧,能让铸铁平台持续发挥支撑作用,成为应对突发状况的“定心丸”,保障生产运转。
启力机床谢女士13785751790



&tel=13785751790&work=13785751790&email=&org=泊头市启力机床制造有限公司&adr=河北省沧州市泊头市交河镇&url=http://qilijichuang111.ashidc.com/)