客服热线:
客服热线:




| 品牌启力机床 | 有效期至长期有效 | 最后更新2025-12-10 11:27 |
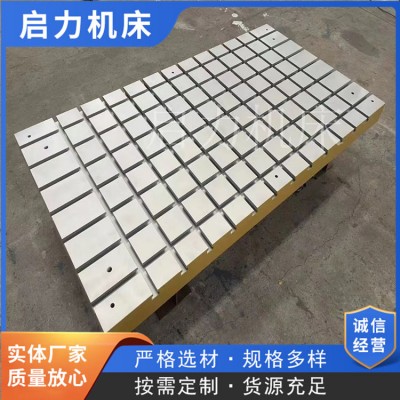
| 材质ht250 | 特性防锈 | 硬度hb170-240 |
| 浏览次数148 |
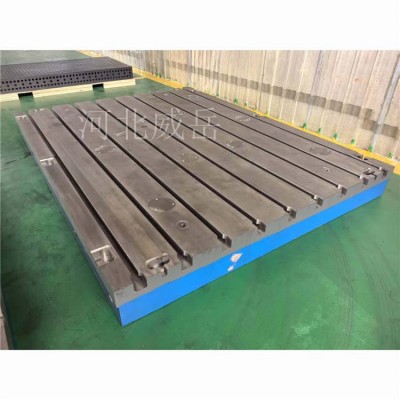
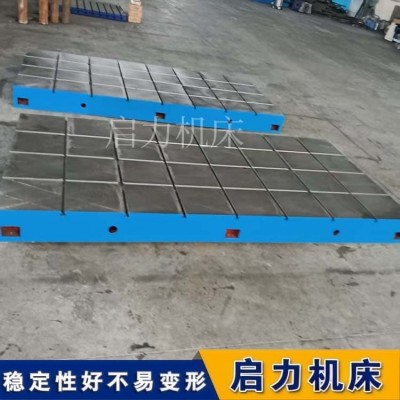
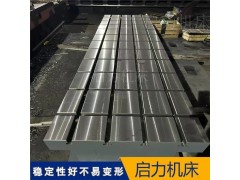
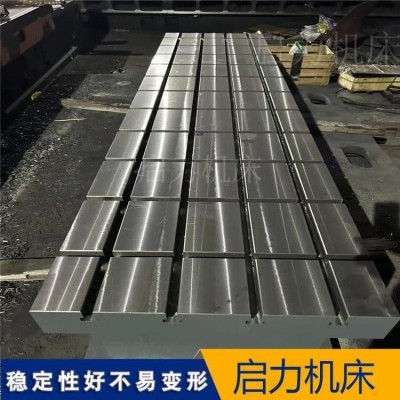
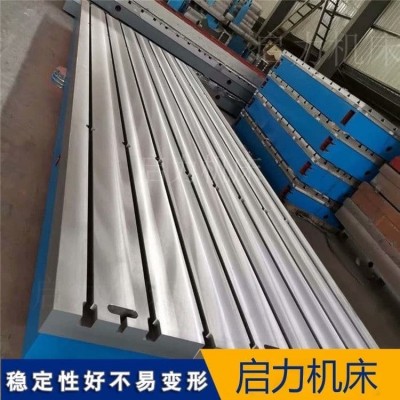
重型机床T型槽工作台 数控设备安装基座 减震稳定系统
大型 T 型槽平台定制:非标设计、生产流程与精度保障
在重型机械制造、大型设备装配、基建工程等场景中,常规规格 T 型槽平台难以满足超大尺寸、特殊承载的需求,大型 T 型槽平台定制(含非标设计)成为核心解决方案。好的铸铁 T 型槽平台定制,需兼顾结构合理性、生产稳定性与精度可靠性,本文拆解全流程要点,融入大型 T 型槽平台定制、非标 T 型槽平台等高频关键词,帮企业对接定制需求。
一、非标设计:按需定制,适配特殊工况
1. 核心设计依据
工况参数:按工件尺寸(支持 5000×10000mm 以上)、承载需求(50-200 吨)、作业环境(高温 / 重载 / 多尘)确定基础规格;
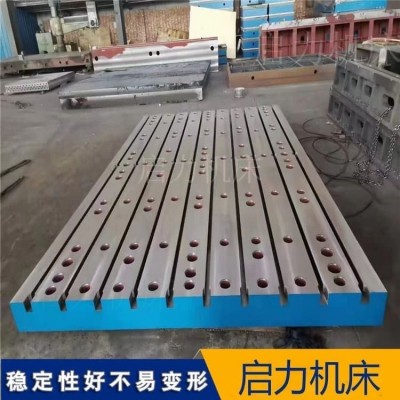
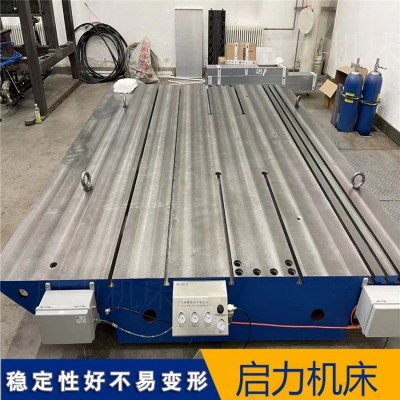
功能适配:焊接场景预留散热槽、防焊渣挡板;装配场景优化 T 型槽分布(间距 80-200mm)、加装辅助定点销;
安装条件:结合现场地面承重、空间布局,设计分体式 / 整体式结构,分体式可拆解运输,现场拼接精度≤±0.03mm/m。
2. 关键结构设计
材质选型:优先 QT600/QT700 球墨铸铁或 HT350 强度灰铸铁,抗拉强度≥350MPa,经双重时效处理,残余应力去除率≥98%;
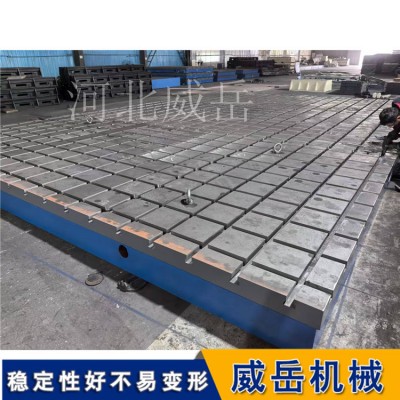
筋板布局:采用 “箱型封闭框架 加密十字筋板”,筋板厚度≥30mm,间距≤500mm,边缘加厚设计,防止台面边缘塌陷;
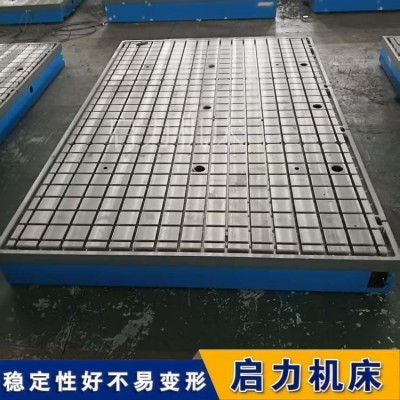
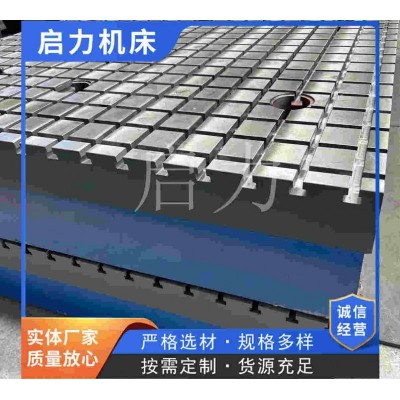
槽型定制:槽宽 28-45mm(适配 M24-M36 螺栓),特殊需求可设计异形槽,槽口高频淬火(硬度≥HR48),耐磨抗冲击。
二、生产流程:标准化管控,保障定制品质
1. 生产全工序拆解
原料熔炼:选用好生铁、废钢,严格控制化学成分,避免硫林超标导致的脆性问题;
铸造成型:采用树脂砂造型工艺,确保铸件无砂眼、气孔,大型平台可分块铸造,预留拼接定点孔;
时效处理:550℃高温时效(保温 8-12 小时)18-24 个月自然时效,释放铸造应力,防止后期变形;
机械加工:粗铣→精铣→超精磨,台面平面度误差按 1 级 / 0 级标准把控,大型平台采用分段加工 整体拼接校准;
槽型加工:数控铣槽保证槽宽、槽间距精度(误差≤±0.02mm),槽口倒角处理,避免锐边划伤工装。
2. 关键质控节点
材质检测:每批次铸件做抗拉强度、硬度检测,提供材质分析报告;
尺寸复核:加工过程中用激光测距仪、框式水平仪实时监测,避免尺寸偏差;
问题排查:采用检测内部问题,表面问题修补后需重新时效处理。
三、精度保障:多重措施,锁定基准精度
1. 加工精度控制
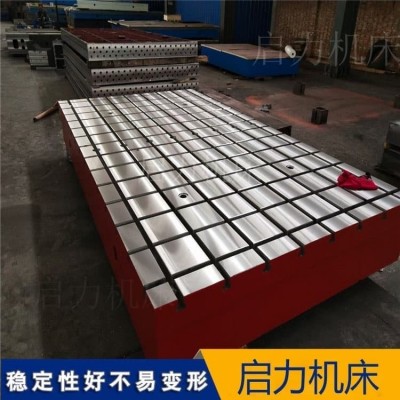
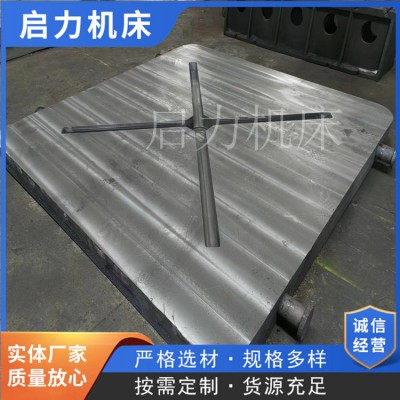
平面度:大型整体式平台≤0.08mm/m(1 级)、定制≤0.04mm/m(0 级),拼接式平台拼接处平面度误差≤0.03mm;
垂直度:T 型槽与台面垂直度误差≤0.02mm/m,确保夹具安装精度;
稳定性:成品静置 30 天后复核精度,误差变化≤0.005mm/m。
2. 安装与售后保障
安装指导:提供安装方案,搭配 10.9 级可调地脚螺栓,现场校准水平度(误差≤0.03mm/m);
精度复检:安装后用激光干涉仪检测,提供精度校准报告;
质保服务:质保期≥1 年,支持终身维护,定期上门精度复核。
四、定制避坑指南:4 个关键提醒
拒绝低价劣质材质:避开回收铸铁或低标号铸铁,大型平台长期承载易开裂、变形;
核实生产资质:选择具备大型机床加工能力、时效处理场地的厂家,避免小厂外协导致的品质失控;
明确精度标准:提前约定平面度、垂直度等参数,避免后期精度争议;
关注运输安装:大型平台需确认运输车辆、吊装设备适配性,分体式需核实拼接工艺成熟度。
五、典型定制案例
重型机械装配:10000×6000mm QT700 材质平台,承载 150 吨,0 级精度,分体式设计,适配大型机床床身装配;
基建工程检测:8000×4000mm HT350 材质平台,预留多组 T 型槽,搭配减振垫,用于桥梁构件精度检测;
焊接生产线:6000×3000mm 平台,带散热槽与防焊渣挡板,槽宽 36mm,适配大型钢结构焊接。
大型 T 型槽平台定制的核心是 “按需设计、精工生产、控精度”。选对具备非标设计能力、成熟生产工艺的厂家,才能让定制平台既适配特殊工况,又稳定可靠、长期耐用。好的大型铸铁 T 型槽平台,已成为重型工业生产中不可或缺的基准装备,助力企业突破常规规格限制,提升核心生产效率。
启力机床谢女士13785751790
在重型机械制造、大型设备装配、基建工程等场景中,常规规格 T 型槽平台难以满足超大尺寸、特殊承载的需求,大型 T 型槽平台定制(含非标设计)成为核心解决方案。好的铸铁 T 型槽平台定制,需兼顾结构合理性、生产稳定性与精度可靠性,本文拆解全流程要点,融入大型 T 型槽平台定制、非标 T 型槽平台等高频关键词,帮企业对接定制需求。
一、非标设计:按需定制,适配特殊工况
1. 核心设计依据
工况参数:按工件尺寸(支持 5000×10000mm 以上)、承载需求(50-200 吨)、作业环境(高温 / 重载 / 多尘)确定基础规格;
功能适配:焊接场景预留散热槽、防焊渣挡板;装配场景优化 T 型槽分布(间距 80-200mm)、加装辅助定点销;
安装条件:结合现场地面承重、空间布局,设计分体式 / 整体式结构,分体式可拆解运输,现场拼接精度≤±0.03mm/m。
2. 关键结构设计
材质选型:优先 QT600/QT700 球墨铸铁或 HT350 强度灰铸铁,抗拉强度≥350MPa,经双重时效处理,残余应力去除率≥98%;
筋板布局:采用 “箱型封闭框架 加密十字筋板”,筋板厚度≥30mm,间距≤500mm,边缘加厚设计,防止台面边缘塌陷;
槽型定制:槽宽 28-45mm(适配 M24-M36 螺栓),特殊需求可设计异形槽,槽口高频淬火(硬度≥HR48),耐磨抗冲击。
二、生产流程:标准化管控,保障定制品质
1. 生产全工序拆解
原料熔炼:选用好生铁、废钢,严格控制化学成分,避免硫林超标导致的脆性问题;
铸造成型:采用树脂砂造型工艺,确保铸件无砂眼、气孔,大型平台可分块铸造,预留拼接定点孔;
时效处理:550℃高温时效(保温 8-12 小时)18-24 个月自然时效,释放铸造应力,防止后期变形;
机械加工:粗铣→精铣→超精磨,台面平面度误差按 1 级 / 0 级标准把控,大型平台采用分段加工 整体拼接校准;
槽型加工:数控铣槽保证槽宽、槽间距精度(误差≤±0.02mm),槽口倒角处理,避免锐边划伤工装。
2. 关键质控节点
材质检测:每批次铸件做抗拉强度、硬度检测,提供材质分析报告;
尺寸复核:加工过程中用激光测距仪、框式水平仪实时监测,避免尺寸偏差;
问题排查:采用检测内部问题,表面问题修补后需重新时效处理。
三、精度保障:多重措施,锁定基准精度
1. 加工精度控制
平面度:大型整体式平台≤0.08mm/m(1 级)、定制≤0.04mm/m(0 级),拼接式平台拼接处平面度误差≤0.03mm;
垂直度:T 型槽与台面垂直度误差≤0.02mm/m,确保夹具安装精度;
稳定性:成品静置 30 天后复核精度,误差变化≤0.005mm/m。
2. 安装与售后保障
安装指导:提供安装方案,搭配 10.9 级可调地脚螺栓,现场校准水平度(误差≤0.03mm/m);
精度复检:安装后用激光干涉仪检测,提供精度校准报告;
质保服务:质保期≥1 年,支持终身维护,定期上门精度复核。
四、定制避坑指南:4 个关键提醒
拒绝低价劣质材质:避开回收铸铁或低标号铸铁,大型平台长期承载易开裂、变形;
核实生产资质:选择具备大型机床加工能力、时效处理场地的厂家,避免小厂外协导致的品质失控;
明确精度标准:提前约定平面度、垂直度等参数,避免后期精度争议;
关注运输安装:大型平台需确认运输车辆、吊装设备适配性,分体式需核实拼接工艺成熟度。
五、典型定制案例
重型机械装配:10000×6000mm QT700 材质平台,承载 150 吨,0 级精度,分体式设计,适配大型机床床身装配;
基建工程检测:8000×4000mm HT350 材质平台,预留多组 T 型槽,搭配减振垫,用于桥梁构件精度检测;
焊接生产线:6000×3000mm 平台,带散热槽与防焊渣挡板,槽宽 36mm,适配大型钢结构焊接。
大型 T 型槽平台定制的核心是 “按需设计、精工生产、控精度”。选对具备非标设计能力、成熟生产工艺的厂家,才能让定制平台既适配特殊工况,又稳定可靠、长期耐用。好的大型铸铁 T 型槽平台,已成为重型工业生产中不可或缺的基准装备,助力企业突破常规规格限制,提升核心生产效率。
启力机床谢女士13785751790



&tel=13785751790&work=13785751790&email=&org=泊头市启力机床制造有限公司&adr=河北省沧州市泊头市交河镇&url=http://qilijichuang111.ashidc.com/)