客服热线:
客服热线:





| 品牌河北威岳 | 有效期至长期有效 | 最后更新2026-04-04 09:25 |
| 精度0-1-2-3 | 硬度HB170-240 | 材质HT250 |
| 浏览次数73 |
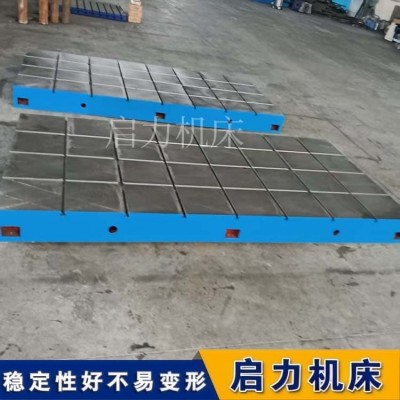
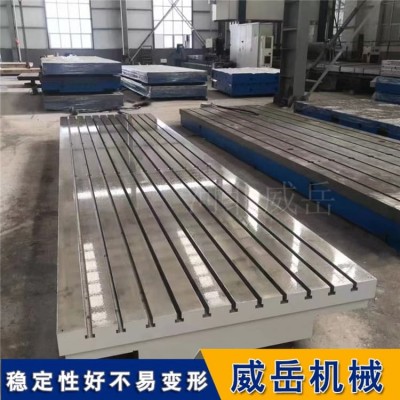
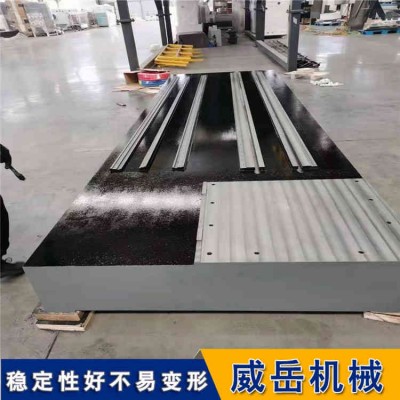
铸铁装配平台 重型减速机装配工装 高精度承重30吨不变形
铸铁装配平台:从“凑合用”到“讲究用”,车间精度的“逆袭”
工业车间装配精度的升级,核心是基准装备的技术迭代,铸铁装配平台的升级,正是车间从“凑合用”到“讲究用”的关键突破口。过去粗放式生产中,多采用普通钢板拼接台面作为装配基准,其材质刚性不足、无时效处理,平面度误差≥0.5mm/m,承重≤5t/m2,装配时易产生振动漂移,导致工件同轴度、平行度偏差超差,返工率高达15%以上;而标准化铸铁装配平台,通过材质、工艺、精度的三重技术升级,实现了装配基准的质的飞跃,成为车间精度逆袭的核心支撑。
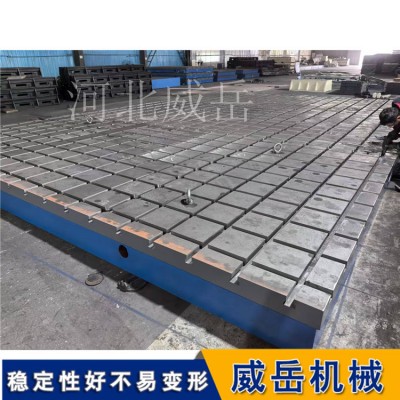
铸铁装配平台的技术核心,首先体现在材质选型的科学性。好产品均采用HT200-HT250灰铸铁,其抗拉强度≥200MPa,硬度控制在180-220HB,金相组织以珠光体为主,石墨呈片状均匀分布,兼具优异的刚性、吸震性和耐磨性,相较于普通Q235钢板,吸震性能提升40%以上,可抵消装配过程中工件吊装、螺栓锁紧产生的冲击振动,避免基准面共振导致的精度偏移。
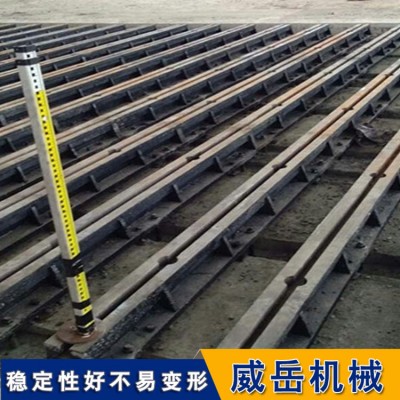
时效处理工艺的升级,是平台精度稳定的核心技术保障。“凑合用”的普通平台省略时效处理,铸造及加工过程中产生的内应力无法释放,使用3-6个月便会出现台面翘曲、变形,平面度衰减率超30%;而标准化铸铁装配平台采用“自然时效人工时效”双重工艺,自然时效静置≥6个月,人工时效在600-650℃恒温炉中保温8-12小时,缓慢降温至室温,内应力去掉率≥95%,确保平台长期使用(10年以上)平面度衰减≤5%,满足高精度装配需求。
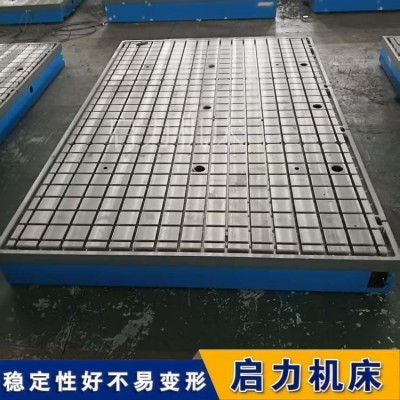
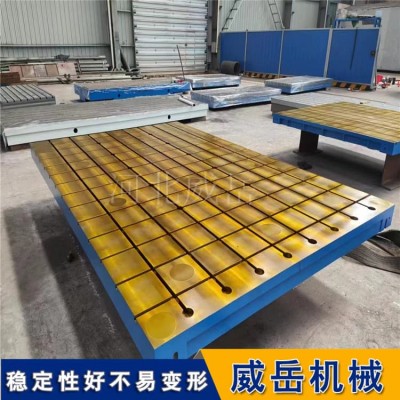
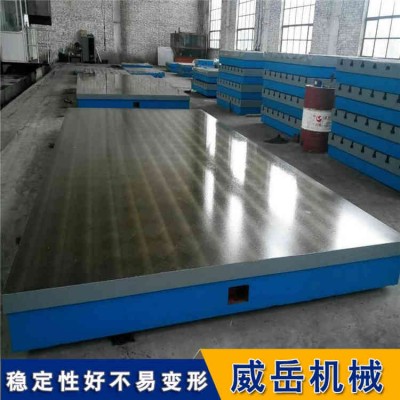
加工精度的标准化,是实现“讲究用”的关键技术指标。好铸铁装配平台台面经粗铣、精磨、人工刮研三重加工,平面度达到GB/T22095-2008标准0级或1级,其中0级精度平面度误差≤0.04mm/m,1级≤0.08mm/m;台面粗糙度Ra≤1.6μm,接触点数≥20点/25mm2,确保装配基准面的平整性和贴合度。同时,台面T型槽采用铣削工艺,槽宽公差控制在±0.02mm,槽距公差±0.03mm,槽壁垂直度≤0.01mm/m,可适配M8-M30规格的T型螺栓和工装夹具,实现工件的快定点与牢固锁紧。
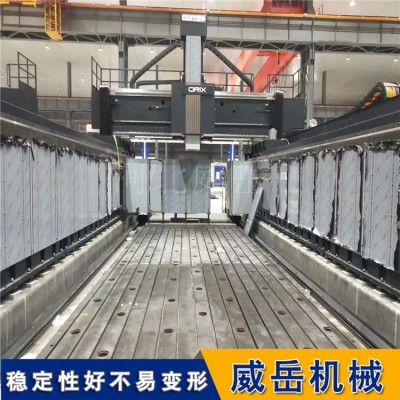
结构设计的技术优化,进一步提升了平台的实用性和稳定性。平台采用箱型结构,内部布置密集加强筋,筋板厚度≥20mm,间距≤300mm,确保台面受力均匀,承重能力可达10-50t/m2,可适配重型设备(如机床、减速机)的装配需求;台面边缘采用45°倒角处理,倒角半径R3-R5,避免锐边划伤工件和操作人员,同时增强台面边缘刚性。
从“凑合用”到“讲究用”,本质是装配基准从“无标准”到“标准化”的技术升级。铸铁装配平台通过材质、时效、加工、结构的四重技术优化,将装配基准误差控制在毫厘之间,使工件装配同轴度误差≤0.05mm,平行度误差≤0.03mm,返工率降至2%以下,大幅提升装配效率和产品合格率。对于追求装配的车间而言,选用标准化铸铁装配平台,不是简单的设备更换,而是实现车间精度体系升级、提升核心竞争力的关键一步。
威岳机械谢总15350773479
工业车间装配精度的升级,核心是基准装备的技术迭代,铸铁装配平台的升级,正是车间从“凑合用”到“讲究用”的关键突破口。过去粗放式生产中,多采用普通钢板拼接台面作为装配基准,其材质刚性不足、无时效处理,平面度误差≥0.5mm/m,承重≤5t/m2,装配时易产生振动漂移,导致工件同轴度、平行度偏差超差,返工率高达15%以上;而标准化铸铁装配平台,通过材质、工艺、精度的三重技术升级,实现了装配基准的质的飞跃,成为车间精度逆袭的核心支撑。
铸铁装配平台的技术核心,首先体现在材质选型的科学性。好产品均采用HT200-HT250灰铸铁,其抗拉强度≥200MPa,硬度控制在180-220HB,金相组织以珠光体为主,石墨呈片状均匀分布,兼具优异的刚性、吸震性和耐磨性,相较于普通Q235钢板,吸震性能提升40%以上,可抵消装配过程中工件吊装、螺栓锁紧产生的冲击振动,避免基准面共振导致的精度偏移。
时效处理工艺的升级,是平台精度稳定的核心技术保障。“凑合用”的普通平台省略时效处理,铸造及加工过程中产生的内应力无法释放,使用3-6个月便会出现台面翘曲、变形,平面度衰减率超30%;而标准化铸铁装配平台采用“自然时效人工时效”双重工艺,自然时效静置≥6个月,人工时效在600-650℃恒温炉中保温8-12小时,缓慢降温至室温,内应力去掉率≥95%,确保平台长期使用(10年以上)平面度衰减≤5%,满足高精度装配需求。
加工精度的标准化,是实现“讲究用”的关键技术指标。好铸铁装配平台台面经粗铣、精磨、人工刮研三重加工,平面度达到GB/T22095-2008标准0级或1级,其中0级精度平面度误差≤0.04mm/m,1级≤0.08mm/m;台面粗糙度Ra≤1.6μm,接触点数≥20点/25mm2,确保装配基准面的平整性和贴合度。同时,台面T型槽采用铣削工艺,槽宽公差控制在±0.02mm,槽距公差±0.03mm,槽壁垂直度≤0.01mm/m,可适配M8-M30规格的T型螺栓和工装夹具,实现工件的快定点与牢固锁紧。
结构设计的技术优化,进一步提升了平台的实用性和稳定性。平台采用箱型结构,内部布置密集加强筋,筋板厚度≥20mm,间距≤300mm,确保台面受力均匀,承重能力可达10-50t/m2,可适配重型设备(如机床、减速机)的装配需求;台面边缘采用45°倒角处理,倒角半径R3-R5,避免锐边划伤工件和操作人员,同时增强台面边缘刚性。
从“凑合用”到“讲究用”,本质是装配基准从“无标准”到“标准化”的技术升级。铸铁装配平台通过材质、时效、加工、结构的四重技术优化,将装配基准误差控制在毫厘之间,使工件装配同轴度误差≤0.05mm,平行度误差≤0.03mm,返工率降至2%以下,大幅提升装配效率和产品合格率。对于追求装配的车间而言,选用标准化铸铁装配平台,不是简单的设备更换,而是实现车间精度体系升级、提升核心竞争力的关键一步。
威岳机械谢总15350773479



&tel=15350773479&work=15350773479&email=&org=河北威岳机械公司&adr=河北省沧州市泊头市交河镇&url=http://hebeiweiyue111.ashidc.com/)