客服热线:
客服热线:





| 品牌河北威岳 | 有效期至长期有效 | 最后更新2026-04-29 09:27 |
| 精度0-1-2-3 | 硬度HB170-240 | 材质HT250 |
| 浏览次数58 |
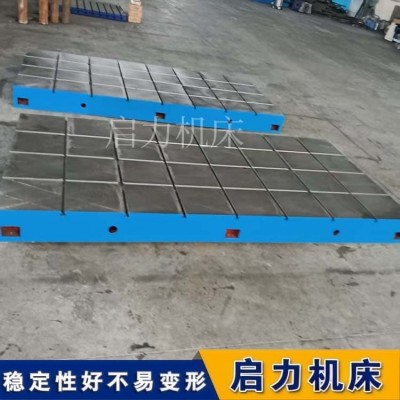
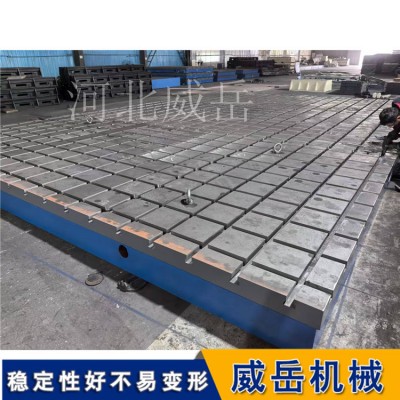
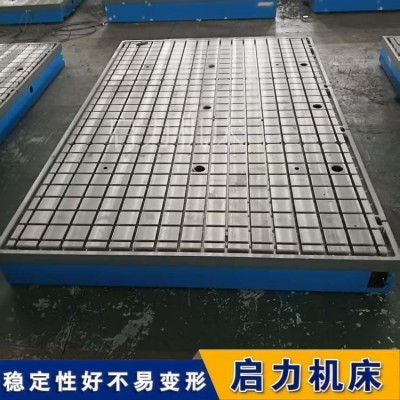
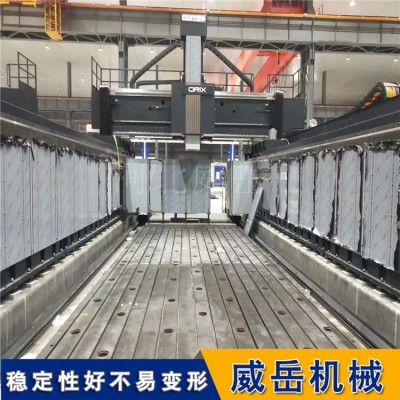
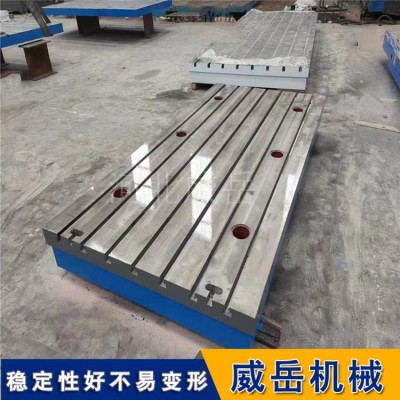
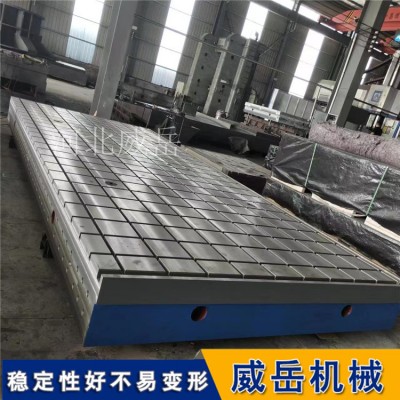
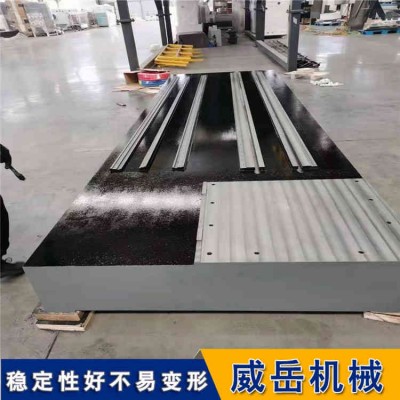
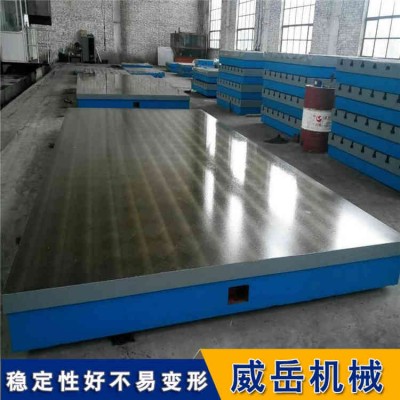
铸铁装配平台/基础平板 机床安装调试专用 平面度0.02mm
铸铁装配平台“上手三件事”:调平、夹紧、然后稳得住
铸铁装配平台操作,装配平台调平夹紧,平台稳定技巧,车间装配实操
很多新手操作工刚接触铸铁装配平台时,往往无从下手,不知道先做什么、后做什么,要么盲目操作,要么跟着老师傅“凭感觉”,导致平台精度失准、工件装配不合格,甚至损坏平台。其实,铸铁装配平台上手很简单,核心就三件事:调平、夹紧、稳得住,只要把这三件事做好,就能快上手,确保装配作业、稳定,新手也能轻松驾驭。
这三件事看似简单,却环环相扣、缺一不可,调平是基础,夹紧是关键,稳得住是核心目标,三者结合,才能让铸铁装配平台发挥大作用,保障装配精度和作业安全。很多老师傅之所以能熟练操作,本质上就是把这三件事练熟、练精,没有多余的复杂步骤,抓住核心就能事半功倍。
件事:调平,筑牢精度基础,杜绝“先天偏差”。调平是铸铁装配平台上手的步,也是核心的一步,没有调平的平台,后续所有装配作业都是“无用功”,甚至会导致工件装配偏差、平台损坏。很多新手容易忽略调平,直接摆放工件、夹紧夹具,结果装配出来的工件尺寸不符,还要返工调试平台,反而耽误时间。
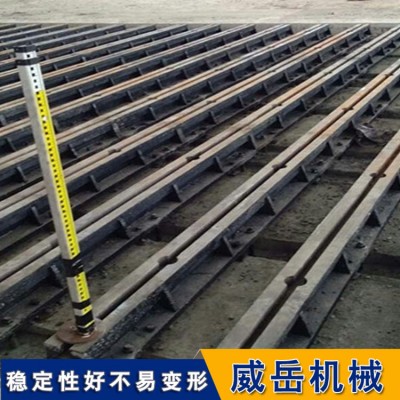
新手调平不用追求“一步到位”,按简单流程操作即可:先清理平台台面和安装地面,去除杂物、油污,确保地面平整、无悬空;将调整垫铁对称放置在平台底部,每平方米至少4块,放在四角和中间受力区域;将水平仪放在台面,沿X轴、Y轴两个方向检测,缓慢调整垫铁高度,让水平仪气泡处于位置,完成初步调平;随后逐区域检测,微调垫铁,确保整个台面平面度达标,无明显倾斜。
调平的核心是“均匀受力、气泡居中”,新手不用纠结于微小误差,只要确保台面整体水平、无明显晃动,就能满足基础装配需求,后续可根据精度要求再进行精调。需要注意的是,调平后要及时固定垫铁,避免后续操作导致垫铁松动、台面偏移。
二件事:夹紧,固定工件夹具,杜绝“移位隐患”。调平完成后,下一步就是夹紧——将工件和夹具固定在平台台面上,这是确保装配作业稳定的关键。很多新手夹紧时容易出现两个问题:要么夹紧力度不足,工件、夹具容易滑动,导致装配偏差;要么夹紧力度过大,损坏工件、划伤平台台面,甚至导致夹具变形。
正确的夹紧操作,要遵循“松紧适度、受力均匀”的原则。首先,根据工件尺寸和装配需求,选择合适的夹具,将夹具安装在平台的T型槽内,确保夹具与T型槽贴合紧密、无松动;随后,将工件放置在夹具上,调整工件位置,确保工件定点准确,与装配基准对齐;后,缓慢拧紧夹具螺栓,逐步增加夹紧力度,直到工件固定牢固,同时用手轻轻晃动工件,检查是否有松动,确保工件不会滑动。
需要注意的是,夹紧时要避免单点用力,尽量让夹具多点受力,确保工件受力均匀,避免工件变形;对于工件,可在夹具与工件之间铺垫软质垫片,既保护工件表面,也能增加摩擦力,防止滑动。同时,夹具的位置要合理,避免遮挡装配部位,不影响后续装配操作。
第三件事:稳得住,全程监控,杜绝“精度流失”。调平、夹紧完成后,不是万事大吉,还要确保整个装配过程中,平台、工件、夹具都能保持稳定,避免出现移位、晃动,这就是“稳得住”的核心要求。很多新手夹紧后就开始装配,忽略了全程监控,导致装配过程中工件移位、夹具松动,影响装配精度。
“稳得住”主要做好两点:一是装配过程中,避免用力过猛、碰撞平台或工件,操作时动作轻柔,避免产生震动,导致平台垫铁松动、工件移位;二是定期检查,装配过程中每隔一段时间,检查一次夹具是否松动、工件是否移位、平台是否有晃动,若有异常,及时调整紧固,确保全程稳定。
另外,装配完成后,不要急于拆卸夹具、移动工件,可静置一段时间,让工件和平台充分稳定,避免因即时受力导致精度偏移。同时,及时清理台面杂物、油污,做好平台的基础防护,为下一次操作做好准备。
其实,铸铁装配平台上手真的很简单,不用记复杂的操作流程,只要抓住“调平、夹紧、稳得住”这三件事,一步一步操作,新手也能快上手,做到装配、稳定作业。这三件事看似基础,却能解决大部分装配过程中的问题,无论是新手还是老师傅,都能受益终身,让装配作业更、更省心。
收藏这篇实操指南,新手上手铸铁装配平台直接对照操作,快掌握核心技巧,告别迷茫,轻松胜任装配作业。
威岳机械谢总15350773479
铸铁装配平台操作,装配平台调平夹紧,平台稳定技巧,车间装配实操
很多新手操作工刚接触铸铁装配平台时,往往无从下手,不知道先做什么、后做什么,要么盲目操作,要么跟着老师傅“凭感觉”,导致平台精度失准、工件装配不合格,甚至损坏平台。其实,铸铁装配平台上手很简单,核心就三件事:调平、夹紧、稳得住,只要把这三件事做好,就能快上手,确保装配作业、稳定,新手也能轻松驾驭。
这三件事看似简单,却环环相扣、缺一不可,调平是基础,夹紧是关键,稳得住是核心目标,三者结合,才能让铸铁装配平台发挥大作用,保障装配精度和作业安全。很多老师傅之所以能熟练操作,本质上就是把这三件事练熟、练精,没有多余的复杂步骤,抓住核心就能事半功倍。
件事:调平,筑牢精度基础,杜绝“先天偏差”。调平是铸铁装配平台上手的步,也是核心的一步,没有调平的平台,后续所有装配作业都是“无用功”,甚至会导致工件装配偏差、平台损坏。很多新手容易忽略调平,直接摆放工件、夹紧夹具,结果装配出来的工件尺寸不符,还要返工调试平台,反而耽误时间。
新手调平不用追求“一步到位”,按简单流程操作即可:先清理平台台面和安装地面,去除杂物、油污,确保地面平整、无悬空;将调整垫铁对称放置在平台底部,每平方米至少4块,放在四角和中间受力区域;将水平仪放在台面,沿X轴、Y轴两个方向检测,缓慢调整垫铁高度,让水平仪气泡处于位置,完成初步调平;随后逐区域检测,微调垫铁,确保整个台面平面度达标,无明显倾斜。
调平的核心是“均匀受力、气泡居中”,新手不用纠结于微小误差,只要确保台面整体水平、无明显晃动,就能满足基础装配需求,后续可根据精度要求再进行精调。需要注意的是,调平后要及时固定垫铁,避免后续操作导致垫铁松动、台面偏移。
二件事:夹紧,固定工件夹具,杜绝“移位隐患”。调平完成后,下一步就是夹紧——将工件和夹具固定在平台台面上,这是确保装配作业稳定的关键。很多新手夹紧时容易出现两个问题:要么夹紧力度不足,工件、夹具容易滑动,导致装配偏差;要么夹紧力度过大,损坏工件、划伤平台台面,甚至导致夹具变形。
正确的夹紧操作,要遵循“松紧适度、受力均匀”的原则。首先,根据工件尺寸和装配需求,选择合适的夹具,将夹具安装在平台的T型槽内,确保夹具与T型槽贴合紧密、无松动;随后,将工件放置在夹具上,调整工件位置,确保工件定点准确,与装配基准对齐;后,缓慢拧紧夹具螺栓,逐步增加夹紧力度,直到工件固定牢固,同时用手轻轻晃动工件,检查是否有松动,确保工件不会滑动。
需要注意的是,夹紧时要避免单点用力,尽量让夹具多点受力,确保工件受力均匀,避免工件变形;对于工件,可在夹具与工件之间铺垫软质垫片,既保护工件表面,也能增加摩擦力,防止滑动。同时,夹具的位置要合理,避免遮挡装配部位,不影响后续装配操作。
第三件事:稳得住,全程监控,杜绝“精度流失”。调平、夹紧完成后,不是万事大吉,还要确保整个装配过程中,平台、工件、夹具都能保持稳定,避免出现移位、晃动,这就是“稳得住”的核心要求。很多新手夹紧后就开始装配,忽略了全程监控,导致装配过程中工件移位、夹具松动,影响装配精度。
“稳得住”主要做好两点:一是装配过程中,避免用力过猛、碰撞平台或工件,操作时动作轻柔,避免产生震动,导致平台垫铁松动、工件移位;二是定期检查,装配过程中每隔一段时间,检查一次夹具是否松动、工件是否移位、平台是否有晃动,若有异常,及时调整紧固,确保全程稳定。
另外,装配完成后,不要急于拆卸夹具、移动工件,可静置一段时间,让工件和平台充分稳定,避免因即时受力导致精度偏移。同时,及时清理台面杂物、油污,做好平台的基础防护,为下一次操作做好准备。
其实,铸铁装配平台上手真的很简单,不用记复杂的操作流程,只要抓住“调平、夹紧、稳得住”这三件事,一步一步操作,新手也能快上手,做到装配、稳定作业。这三件事看似基础,却能解决大部分装配过程中的问题,无论是新手还是老师傅,都能受益终身,让装配作业更、更省心。
收藏这篇实操指南,新手上手铸铁装配平台直接对照操作,快掌握核心技巧,告别迷茫,轻松胜任装配作业。
威岳机械谢总15350773479



&tel=15350773479&work=15350773479&email=&org=河北威岳机械公司&adr=河北省沧州市泊头市交河镇&url=http://hebeiweiyue111.ashidc.com/)