客服热线:
客服热线:















| 品牌山东隆顺 | 有效期至长期有效 | 最后更新2024-02-15 10:37 |
| 规格200*200 | 尺寸3 | 颜色白色 |
| 浏览次数362 |
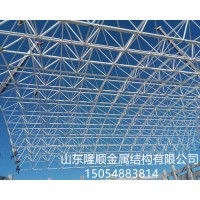
拉萨不锈钢网架价格网架制作安装
网架安装工艺
组装网架形式应采取不同的安装工艺。网架的形式一般有平面网架和曲面网架,其支撑方式分为多点支撑、两边支撑、周边支撑等。平面网架其上弦杆一般为压杆,而下弦杆一般为拉杆,因而网架从整体上看上弦杆较下弦杆组合规格要大。网架安装过程中因自重引起的变形往往会给后续安装带来不利,特别是大跨度的平面网架。按照设计院设计的图纸将相应的网架杆件运到位,按照网架设计图纸的要求进行组装,杆件通过节点球组装到一块,组成空间网架结构。杆件大小是根据当时天气情况,风雪雨的量和网架自身的大小来设计制作的。节点球主要是实心螺栓球和空心焊接球。山东隆顺金属结构有限公司刷漆在组装完成后,需整体检查一遍,施工质量重点是控制网架结构的下挠度和荷载控制。全部确认无误后,把焊接处的焊渣清理干净。油漆采用防锈+面漆两遍工序,把网架结构刷成白色或灰色。最后吊装完成后需要进行补漆。补成同样的颜色。吊装和安装在组装完成和刷完油漆后,采用整体吊装法,整体吊装发就是先将网架在地面组装完成,然后用起重设备将其整体提升到设计的位置并加以固定。这种施工法的好处是不需要空中拼接,不需要空中拼接设备,高空作业少,危险系数低,容易保证焊接质量。缺点是需要大的起重设备,技术难度较高。
网架安装工艺
组装网架形式应采取不同的安装工艺。网架的形式一般有平面网架和曲面网架,其支撑方式分为多点支撑、两边支撑、周边支撑等。平面网架其上弦杆一般为压杆,而下弦杆一般为拉杆,因而网架从整体上看上弦杆较下弦杆组合规格要大。网架安装过程中因自重引起的变形往往会给后续安装带来不利,特别是大跨度的平面网架。按照设计院设计的图纸将相应的网架杆件运到位,按照网架设计图纸的要求进行组装,杆件通过节点球组装到一块,组成空间网架结构。杆件大小是根据当时天气情况,风雪雨的量和网架自身的大小来设计制作的。节点球主要是实心螺栓球和空心焊接球。山东隆顺金属结构有限公司刷漆在组装完成后,需整体检查一遍,施工质量重点是控制网架结构的下挠度和荷载控制。全部确认无误后,把焊接处的焊渣清理干净。油漆采用防锈+面漆两遍工序,把网架结构刷成白色或灰色。最后吊装完成后需要进行补漆。补成同样的颜色。吊装和安装在组装完成和刷完油漆后,采用整体吊装法,整体吊装发就是先将网架在地面组装完成,然后用起重设备将其整体提升到设计的位置并加以固定。这种施工法的好处是不需要空中拼接,不需要空中拼接设备,高空作业少,危险系数低,容易保证焊接质量。缺点是需要大的起重设备,技术难度较高。
网架结构杆件加工
杆件加工是网架结构工程施工过程中容易造成误差积累的重要环节。其中组成杆件的钢管下料尺寸、封板或锥头的厚度以及焊接缝的厚度决定杆件的最终长度,而受杆件长度设计值的制约钢管下料尺寸、封板或锥头的厚度又决定了焊接缝的厚度,焊缝过大或过小都直接影响到杆件的连接强度。因此,在具体施工过程中应针对不同的焊接件及其焊缝厚度要求控制钢管的下料尺寸,这就要求对同等规格的杆件首先要制作“样品杆”,从而达到修正下料尺寸的目的。杆件加工的另一方面控制要点是端面垂直度,而端面垂直度决定杆件与螺栓球网架之间的接触面大小。对网架中的承压杆件而言,不垂直的杆件,在实际承载力的作用下,杆件往往是偏心受压,单个构件它使杆件无法充分发挥自身性能并产生形变,多构件情况下就会降低加油站网架结构的安全性能。这就要求对杆件两端焊接前的临时“对杆”要加强平行检查,其中对“对杆平台”的检查也是必不可少的。好的“对杆平台”应当让组成杆件的各构件均相互自由和独立,这样在“对杆”时就能达到较好的效果。每个杆件要对自身是否弯曲也要进行检查。因此“对杆”工作是非常关键的工作。不应一味追求速度,以免给后续工作造成很大的隐患或导致不必要的返工。
杆件钢管与封板或锥头焊接时可能出现各种形式的质量缺陷,如焊镏、焊孔、咬边、焊接不透、焊缝不均匀等,应针对不同的缺陷分析原因,再根据形成的原因逐个整改。螺栓球网架杆件山东隆顺金属结构



&tel=15054883814&work=17048405222&email=&org=济宁高新区仪龙商行&adr=山东省济宁市高新区王因镇&url=http://airen110.ashidc.com/)