 客服热线:
客服热线:












| 品牌河南国茂 | 有效期至长期有效 | 最后更新2021-05-13 16:14 |
| 型号dn300mm | 规格根据客户需求定做 | 伸缩量50-200mm |
| 浏览次数549 |
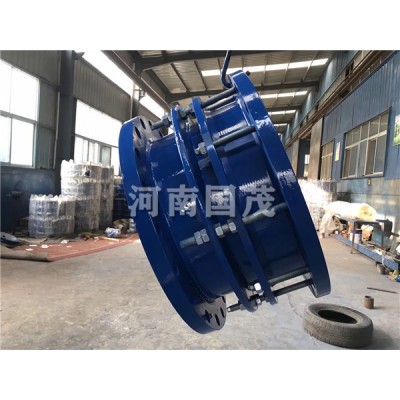
界首双法兰限位伸缩接头在焊接过程中要掌握的一些知识和要点
以下信息转载与:http://www.bdguomao.com/showns-3614.html
界首双法兰限位伸缩接头在焊接过程中要掌握的一些知识和要点
我们在日常生活中无论做任何一件事都力求,做到漂亮,让人人都喜欢,都想得到别人的夸奖和赞美,那么我们作为一个生产双法兰限位伸缩接头的厂家也是一样的,无论是任何一种产品,在这里我给大家说一下,我们公司凡是钢制的产品都可以做,比如伸缩接头,补偿器,防水套管都可以做,我们都是力求,得到客户的赞赏,我们在生产双法兰限位伸缩接头方面虽说有着丰富的经验和设备,但是我们对焊接部位也要要求很严格,为什么呢?就是为了使双法兰限位伸缩接头外观更漂亮,质量更好。
双法兰限位伸缩接头在焊接的时候,应该保证接口两侧及内外壁的温度均匀,防止局部过热。恒温时间,碳素钢为2—2.5分钟。只要达到有手温感即可。焊条使用前应烘干处理。管道伸缩接头管子对口后应保持在一条直线上,焊口位置在组对后不允许出弯,不能错乱,对口要有间隙。对管时,可采用定心夹持器。组对、点焊定位、施焊:一般可位于上下左右四处点焊,再经检查、核对、调直后方可施焊。伸缩接头在施焊前将点焊位置的焊渣清理干净,将定位焊缝修成两头带缓坡的焊肉点。管口排尺时,尽量为焊接创造条件,减少死口数量。焊接时将焊口分成两个半圆进行焊接:先焊前半圆,起焊时应从仰焊部位线提前5—15mm的位置开始,从仰焊缝坡口面上引至始焊处,用长弧预热片刻,当坡口内有似汗珠状铁水时,压短电弧,作微小摆动,待形成熔池再施焊,至水平点再越5—15mm处息弧。在后半圆的施焊过程中,仰焊前要把先焊的焊缝端头用电弧割去10mm以上,以免起焊时产生塌腰现象,从而造成未焊透、夹渣、气孔等缺陷。




&tel=15639255565&work=15639255565&email=&org=河南国茂管道设备制造有限公司&adr=河南省郑州市巩义市西村镇&url=http://guomaogd.ashidc.com/)









