 客服热线:
客服热线:





| 品牌河北威岳 | 有效期至长期有效 | 最后更新2023-10-02 10:41 |
| 精度0-1-2-3 | 精度hb170-240 | 材质ht250 |
| 浏览次数53 |
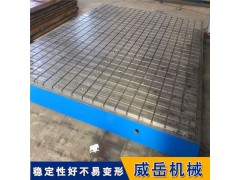
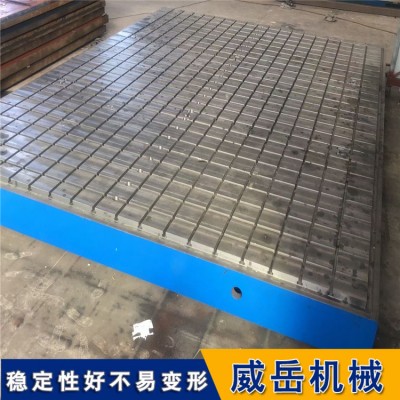
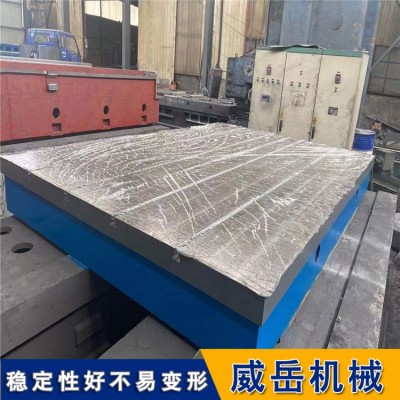
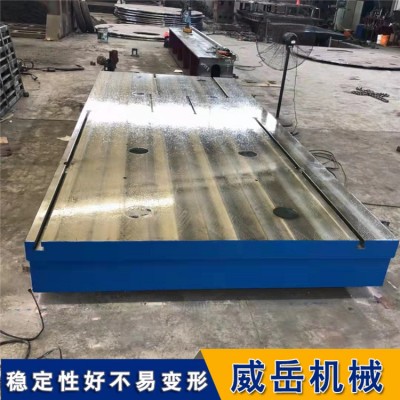
铸铁焊接平台 三维柔性焊接平台 机器人焊接工作台
妙不可言的铸铁焊接平台生产工艺
地轨按规范停止定期周检。依据详细状况,周期为6-12个月。铸铁焊接平台支撑点垫好平整,各支撑点受力平均,整个地轨的平整度。地轨应装置在通风、枯燥的环境中,并远离热源、腐蚀性气体、腐蚀性液体。铸铁焊接平台装置时,用调整角对地轨的支撑点停止调整和搭接,由技术人员将铸铁焊接平台调整到合格精度。
运用铸铁焊接平台时,轻拿工件。不要挪动铸铁焊接平台上的粗糙工件,以免对铸铁焊接平台工作外表形成磕碰、划伤等损伤。为了避免铸铁焊接平台的整体变形,运用后应将工件从铸铁焊接平台上取下,以防止工件长时间压在铸铁焊接平台上而形成铸铁焊接平台变形。铸铁焊接平台不运用时,应及时清洗工作面,然后涂一层防锈油,用防锈纸掩盖,并用地轨外包装掩盖,以防铸铁焊接平台无意中形成铸铁,其平面工作面损坏。
铸铁焊接平台铸件在铸造冷过程中,由于各部位冷速度不同,容易产生内应力,可能招致铸铁平板铸件翘曲和裂纹,因而为尺寸稳定和避免变形开裂,对一些外形复杂的铸件,如床身、汽缸体、汽缸盖等,需停止消弭内应力退火(又称人工时效)。其标准普通为:去应力退火通常的加热温度为500~550℃保温时间为2~8h。
铸铁焊接平台的热处置主要用来消弭铸铁焊接平台铸件的内应力,稳定尺寸,消弭白口组织和进步铸铁焊接平台铸件的外表性能。热处置只能改动其基体组织,不能改动石墨的形态和散布,即热处置不能显著热处置淬火资料铸铁的力学性能。
铸铁焊接平台达不到精度如何处理?我们晓得客户朋友们关于铸铁焊接平台的精度请求是很严厉的。但是不可能每个铸铁焊接平台消费的地轨都是合格。难免有些不好商家在加工上做手脚了。那么客户朋友们遇到这样的问题要怎样来应对呢?当然铸铁焊接平台达不到精度的缘由也有可能是长期运用呈现了磨损。针关于铸铁焊接平台达不到精度的处置办法小编做了下总结:
铸铁焊接平台精度怎样维修恢复,地轨的维修是钳工用刮研刀在需求维修的铸铁焊接平台工作台面上刮去微量金属(刮研余量为5-30um),使铸铁焊接平台工作面恢复到检验工件时请求的几何精度的一种维修技术。铸铁焊接平台的维修研具:为了分辨铸铁焊接平台工作面的几何精度误差和维修结果,要用到的平板、平尺、检具。
精刮:在铸铁焊接平台细刮的根底上,用小刮刀或带圆弧的细刮刀停止细刮,刀痕宽度约为4mm,平均的磨点应为每25平方米×25平方米20~25点,长到检查刮物、细导轨和严密接触面。
购置不同于其他的机械零部件,它是一个整体的平面式的平铺于空中,所以在购置铸铁焊接平台时,常常是依据尺寸来定制的,而商家在售铸铁焊接平台的时分,也是按平方算计。也就是说,客人要几平方,就给予几平方铸铁焊接平台,因而,在购置的时分,就要明白尺寸的大小。
威岳机械谢女士15350773479
地轨按规范停止定期周检。依据详细状况,周期为6-12个月。铸铁焊接平台支撑点垫好平整,各支撑点受力平均,整个地轨的平整度。地轨应装置在通风、枯燥的环境中,并远离热源、腐蚀性气体、腐蚀性液体。铸铁焊接平台装置时,用调整角对地轨的支撑点停止调整和搭接,由技术人员将铸铁焊接平台调整到合格精度。
运用铸铁焊接平台时,轻拿工件。不要挪动铸铁焊接平台上的粗糙工件,以免对铸铁焊接平台工作外表形成磕碰、划伤等损伤。为了避免铸铁焊接平台的整体变形,运用后应将工件从铸铁焊接平台上取下,以防止工件长时间压在铸铁焊接平台上而形成铸铁焊接平台变形。铸铁焊接平台不运用时,应及时清洗工作面,然后涂一层防锈油,用防锈纸掩盖,并用地轨外包装掩盖,以防铸铁焊接平台无意中形成铸铁,其平面工作面损坏。
铸铁焊接平台铸件在铸造冷过程中,由于各部位冷速度不同,容易产生内应力,可能招致铸铁平板铸件翘曲和裂纹,因而为尺寸稳定和避免变形开裂,对一些外形复杂的铸件,如床身、汽缸体、汽缸盖等,需停止消弭内应力退火(又称人工时效)。其标准普通为:去应力退火通常的加热温度为500~550℃保温时间为2~8h。
铸铁焊接平台的热处置主要用来消弭铸铁焊接平台铸件的内应力,稳定尺寸,消弭白口组织和进步铸铁焊接平台铸件的外表性能。热处置只能改动其基体组织,不能改动石墨的形态和散布,即热处置不能显著热处置淬火资料铸铁的力学性能。
铸铁焊接平台达不到精度如何处理?我们晓得客户朋友们关于铸铁焊接平台的精度请求是很严厉的。但是不可能每个铸铁焊接平台消费的地轨都是合格。难免有些不好商家在加工上做手脚了。那么客户朋友们遇到这样的问题要怎样来应对呢?当然铸铁焊接平台达不到精度的缘由也有可能是长期运用呈现了磨损。针关于铸铁焊接平台达不到精度的处置办法小编做了下总结:
铸铁焊接平台精度怎样维修恢复,地轨的维修是钳工用刮研刀在需求维修的铸铁焊接平台工作台面上刮去微量金属(刮研余量为5-30um),使铸铁焊接平台工作面恢复到检验工件时请求的几何精度的一种维修技术。铸铁焊接平台的维修研具:为了分辨铸铁焊接平台工作面的几何精度误差和维修结果,要用到的平板、平尺、检具。
精刮:在铸铁焊接平台细刮的根底上,用小刮刀或带圆弧的细刮刀停止细刮,刀痕宽度约为4mm,平均的磨点应为每25平方米×25平方米20~25点,长到检查刮物、细导轨和严密接触面。
购置不同于其他的机械零部件,它是一个整体的平面式的平铺于空中,所以在购置铸铁焊接平台时,常常是依据尺寸来定制的,而商家在售铸铁焊接平台的时分,也是按平方算计。也就是说,客人要几平方,就给予几平方铸铁焊接平台,因而,在购置的时分,就要明白尺寸的大小。
威岳机械谢女士15350773479



&tel=15350773479&work=15350773479&email=&org=河北威岳机械公司&adr=河北省沧州市泊头市交河镇&url=http://hebeiweiyue111.ashidc.com/)









