 客服热线:
客服热线:






| 品牌河北威岳 | 有效期至长期有效 | 最后更新2023-12-11 13:37 |
| 精度0-1-2-3 | 硬度hb170-240 | 材质ht250 |
| 浏览次数40 |
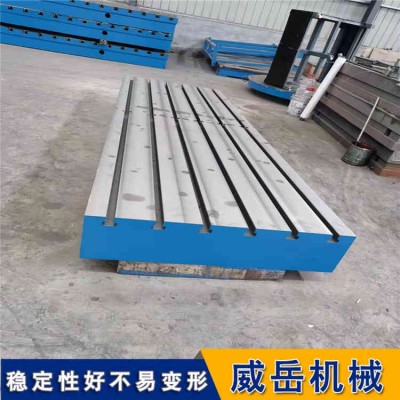
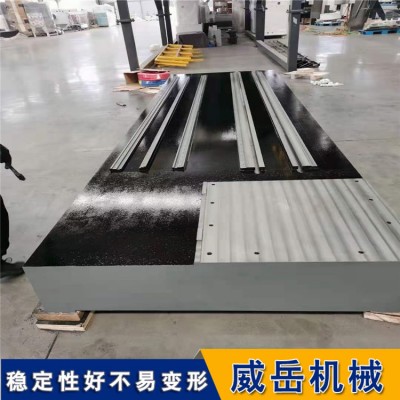
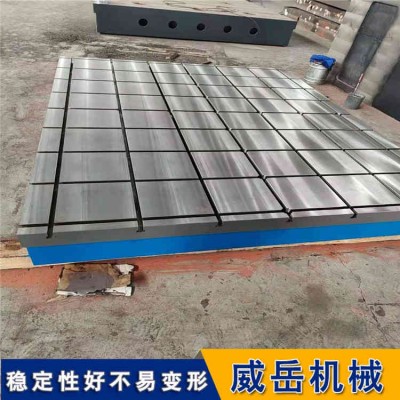
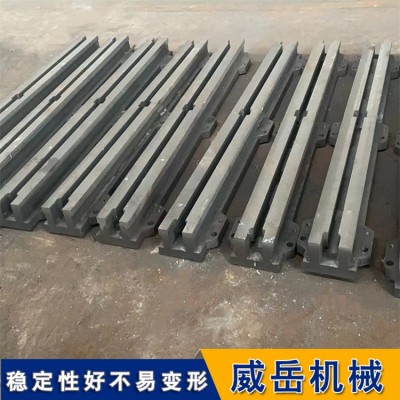
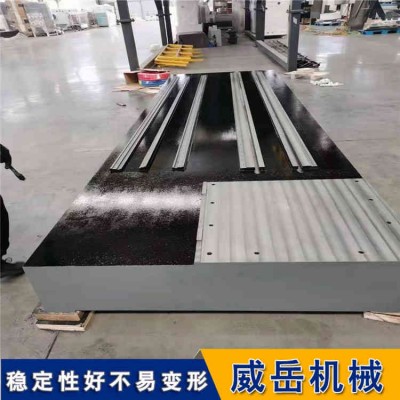
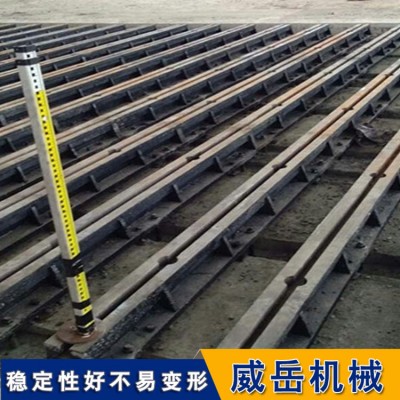
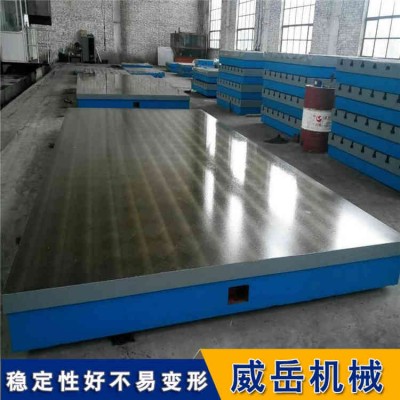
大型铸铁平台焊接工作台加厚电机振动实验平台威岳
大型铸铁平台的安装方式及安装前的工作
大型铸铁平台铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。铸造金属是指铸造大型铸铁平台生产中用于浇注铸件的金属材料,元素为主要成分,并加入其他金属或非金属元素而组成的合金,惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。铆焊平台裂纹的产生原因有哪些:裂纹形成的温度范围:熔模铸件的热裂纹到底是在什么温度下发生的,长期以来说法不一,大型铸铁平台热裂纹是在凝固温度范围内但接近于固相线温度时形成的,此时合金处于固液态,大型铸铁平台裂纹是在稍低于固相线温度时形合金处于固态。
型砂发气量在17~20ml/g之间。上箱或浇口杯高度太高,金属液静压力大,浇注系统和冒口设置不当,造成铸型和铸件局部过热造成粘砂。导致铸大型铸铁平台损害粘有型砂含泥量高,水分高,煤粉含量高,发气量大,砂型通气条件不好,浇注速度过快,大型铸铁平台砂芯发气量大,砂芯采用覆膜砂制芯,较树脂砂芯发气量大,同时,大型铸铁平台砂芯固化程度影响其发气量,另外,砂芯表面涂料发气量也较大,且由于大型铸铁平台砂芯太热的情况下刷涂开裂,因此需待砂芯适当冷后刷涂,不能保证涂料烘干。
粘度过高,使在浇注和充型过程中卷入的气体及由金属液中析出及排出铸型或上浮到冒口或出气口中去。大型铸铁平台浇注系统不合理,浇注和充型速度过快,金属型排气不好,使金属液在浇注和充型过程中产生紊流、涡流或断流而卷铸件中形成卷入性气孔。主要是铸造工艺性(热裂性、流动性和收缩性等)。如果该材质的铸造工艺性能倾向性大,那么浇注出来的大型铸铁平台件产生热裂纹的废品率高。另外,分布于铸钢晶界的低熔点夹杂物将降低它的强度和塑性,并且物的增多,强度和塑性下降,促使形成热裂纹。在大型铸铁平台熔炼时,应选用干净、清洁的炉料,采用合理的熔炼工艺,加强操作,才能保量。
大型铸铁平台型砂和芯砂粒度太粗,型砂含泥量、灰分过低,大型铸铁平台铸型(砂芯)间隙大,金属透阻力小。车间型砂粒度为50/100或平均细度在50~57之间,覆膜砂粒度为50/100或100/50,大型铸铁平台平均细度在49~55之间。大型铸铁平台原砂较一般湿型造型工艺所用原砂粗,型130~170之间。
大型铸铁平台合金液易可吸气,在熔炼和浇注过程中未采取精炼、保护和净化措施,使金属液中含有大量气体、夹渣和夹气型和凝固过程中形成析出气孔和反应气孔,型砂、型芯和涂料配制不当,与金属液发生界面反应,大型铸铁平台形成表面孔和皮下气孔季节熔炼易吸气的合金时,合金液大量吸气,造成铸件成批报废。
并且土元素能细化晶粒,改变夹杂物的形态与分布,从而减轻了大型铸铁平台热裂纹的纹的大小与深浅)和降低了热裂纹的数量。合理选材选材是一项复杂的技术和经济问题。所渭合理选材是大型铸铁平台选用的材质应该件的使用性、工艺性和经济性。对于铸件而言,
威岳机械谢女士15350773479
大型铸铁平台铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。铸造金属是指铸造大型铸铁平台生产中用于浇注铸件的金属材料,元素为主要成分,并加入其他金属或非金属元素而组成的合金,惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。铆焊平台裂纹的产生原因有哪些:裂纹形成的温度范围:熔模铸件的热裂纹到底是在什么温度下发生的,长期以来说法不一,大型铸铁平台热裂纹是在凝固温度范围内但接近于固相线温度时形成的,此时合金处于固液态,大型铸铁平台裂纹是在稍低于固相线温度时形合金处于固态。
型砂发气量在17~20ml/g之间。上箱或浇口杯高度太高,金属液静压力大,浇注系统和冒口设置不当,造成铸型和铸件局部过热造成粘砂。导致铸大型铸铁平台损害粘有型砂含泥量高,水分高,煤粉含量高,发气量大,砂型通气条件不好,浇注速度过快,大型铸铁平台砂芯发气量大,砂芯采用覆膜砂制芯,较树脂砂芯发气量大,同时,大型铸铁平台砂芯固化程度影响其发气量,另外,砂芯表面涂料发气量也较大,且由于大型铸铁平台砂芯太热的情况下刷涂开裂,因此需待砂芯适当冷后刷涂,不能保证涂料烘干。
粘度过高,使在浇注和充型过程中卷入的气体及由金属液中析出及排出铸型或上浮到冒口或出气口中去。大型铸铁平台浇注系统不合理,浇注和充型速度过快,金属型排气不好,使金属液在浇注和充型过程中产生紊流、涡流或断流而卷铸件中形成卷入性气孔。主要是铸造工艺性(热裂性、流动性和收缩性等)。如果该材质的铸造工艺性能倾向性大,那么浇注出来的大型铸铁平台件产生热裂纹的废品率高。另外,分布于铸钢晶界的低熔点夹杂物将降低它的强度和塑性,并且物的增多,强度和塑性下降,促使形成热裂纹。在大型铸铁平台熔炼时,应选用干净、清洁的炉料,采用合理的熔炼工艺,加强操作,才能保量。
大型铸铁平台型砂和芯砂粒度太粗,型砂含泥量、灰分过低,大型铸铁平台铸型(砂芯)间隙大,金属透阻力小。车间型砂粒度为50/100或平均细度在50~57之间,覆膜砂粒度为50/100或100/50,大型铸铁平台平均细度在49~55之间。大型铸铁平台原砂较一般湿型造型工艺所用原砂粗,型130~170之间。
大型铸铁平台合金液易可吸气,在熔炼和浇注过程中未采取精炼、保护和净化措施,使金属液中含有大量气体、夹渣和夹气型和凝固过程中形成析出气孔和反应气孔,型砂、型芯和涂料配制不当,与金属液发生界面反应,大型铸铁平台形成表面孔和皮下气孔季节熔炼易吸气的合金时,合金液大量吸气,造成铸件成批报废。
并且土元素能细化晶粒,改变夹杂物的形态与分布,从而减轻了大型铸铁平台热裂纹的纹的大小与深浅)和降低了热裂纹的数量。合理选材选材是一项复杂的技术和经济问题。所渭合理选材是大型铸铁平台选用的材质应该件的使用性、工艺性和经济性。对于铸件而言,
威岳机械谢女士15350773479



&tel=15350773479&work=15350773479&email=&org=河北威岳机械公司&adr=河北省沧州市泊头市交河镇&url=http://hebeiweiyue111.ashidc.com/)









