 客服热线:
客服热线:





| 品牌河北威岳 | 有效期至长期有效 | 最后更新2023-03-14 09:00 |
| 材质ht250 | 精度0-1-2-3 | 硬度hb170-240 |
| 浏览次数75 |
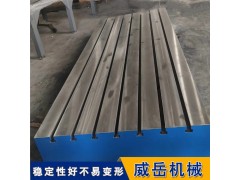
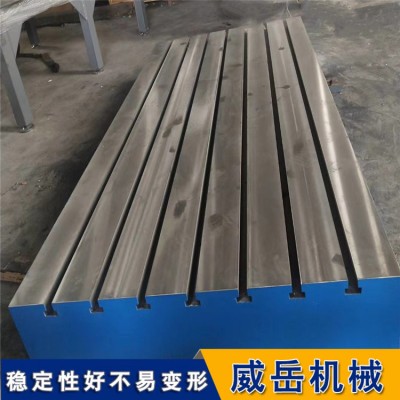
铸铁地板三十年老厂报价 4米铸铁地板抗打击
威岳机械试验铸铁地板T型槽底板的日常养护方法
铸铁地板精度等级为0级~3级的工作面上,直径小于15mm的砂孔允许用料堵塞,其硬度应小于周围材料的硬度,工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm,铸铁地板作面通常采用刮削工艺,对采用刮削加工的3级工作面,其表面粗糙度Ra 允许值为5。
铸铁地板铸造整理进程的操控,整理进程是量具铸件冷后从铸型中整理量具铸件,以取得外表无缺点的量具铸件,程的操控,铸铁地板型砂的性能将直接影响量具铸件的质量,因而,铸铁地板型砂大概具有杰出的透气性,湿强度、流动性、可塑性和让步性等,旧砂-新砂-粘土-煤粉-水,混碾时刻定在6~7min,混碾后进行约5h左右调匀,调匀后进行过筛、打松后再用,以进步透气性、流动性等。铸铁地板铸造浇注进程的操控,浇注前要对铸水进行孕育和扒渣处置,在浇注进程中要不断流、平稳,以防止冲砂而构成砂眼及时堵住漏铸水的部位,并补足铸水,以削减冷隔、浇缺乏等缺点。
铸铁地板水平芯头:联合芯头(又叫挑担芯头),小型弯管接头常用联合砂芯。加大或加长芯头,使砂芯心移入支撑面内(即砂型中)。安放芯撑,增加砂芯的支撑点和支撑面积,使砂芯稳固。增设工艺孔 为使砂芯稳固,便于铸铁地板排气和清理,可在适当部位增设工艺孔,以便于设置芯头。铸铁地板铸成后可用螺丝塞头堵上。
铸铁地板芯头的定位机构下芯后,若要求砂芯不沿芯头轴线方向移动,不绕芯头轴线转动,或为了下芯十不易搞错方位,可采用垂直定位。芯头横截面的尺寸,一般决定于铸件相应部位孔眼尺寸,为了便于下芯、合箱,铸铁地板芯头应有一定的斜度之间应留有一定的间隙,芯头与芯座之间的间隙通常采取将芯盒作成名义尺寸,而将模样加大来实现的。铸铁地板芯头尺寸包括芯头度、间隙,芯头斜度及间隙,是为了下芯合箱方便而设的,芯头尺寸一般查表决定。
铸铁地板芯头承压面积的验算:一般,芯头尺寸是按经验数据确定,不进行验算。但对自身重量很大的芯子,或受金属液体浮力很为确保铸件质量,其芯头尺寸则需验算。垂直芯头有三种形式,上下都作出芯头,定位准确,支撑 ,铸铁地板排气通畅。一般常用这种形式,尤其适于高度大于直径的砂芯,只作下芯头,不作上芯头,合箱方便。适合于铸铁地板横截面积较大而高度不大的砂芯,上、下芯头都不作出,可降低砂箱的高度,便于调整砂芯的位置,适合于比芯。
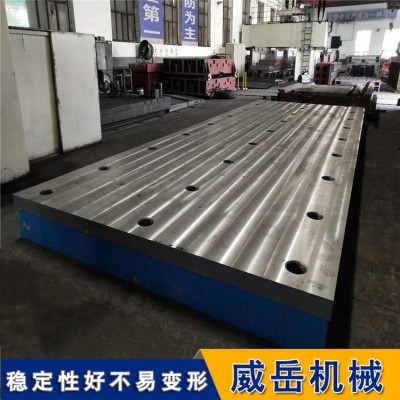
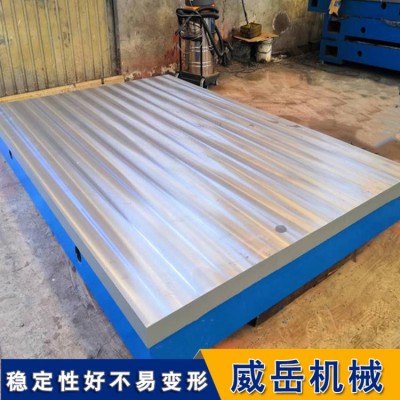
铸铁地板的技术要求:铸铁地板工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等问题。铸铁地板应采用 细密的灰口铸铁等材料制造,其工作面硬度应为170~220HB,铸铁地板的铸造表面应清楚型砂且平整,涂漆精度等级为0级~3级的工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其铸铁地板硬度应小于周围材料的硬度的砂孔应不多于4个,且砂孔之间的距离应不小于80mm,工作面通常采用刮削工艺,对采用刮削加工的3级工作面糙度Ra 允许值为5μm。
铸铁地板相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的铸铁地板工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。
联系人威岳机械谢女士15350773479
铸铁地板精度等级为0级~3级的工作面上,直径小于15mm的砂孔允许用料堵塞,其硬度应小于周围材料的硬度,工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm,铸铁地板作面通常采用刮削工艺,对采用刮削加工的3级工作面,其表面粗糙度Ra 允许值为5。
铸铁地板铸造整理进程的操控,整理进程是量具铸件冷后从铸型中整理量具铸件,以取得外表无缺点的量具铸件,程的操控,铸铁地板型砂的性能将直接影响量具铸件的质量,因而,铸铁地板型砂大概具有杰出的透气性,湿强度、流动性、可塑性和让步性等,旧砂-新砂-粘土-煤粉-水,混碾时刻定在6~7min,混碾后进行约5h左右调匀,调匀后进行过筛、打松后再用,以进步透气性、流动性等。铸铁地板铸造浇注进程的操控,浇注前要对铸水进行孕育和扒渣处置,在浇注进程中要不断流、平稳,以防止冲砂而构成砂眼及时堵住漏铸水的部位,并补足铸水,以削减冷隔、浇缺乏等缺点。
铸铁地板水平芯头:联合芯头(又叫挑担芯头),小型弯管接头常用联合砂芯。加大或加长芯头,使砂芯心移入支撑面内(即砂型中)。安放芯撑,增加砂芯的支撑点和支撑面积,使砂芯稳固。增设工艺孔 为使砂芯稳固,便于铸铁地板排气和清理,可在适当部位增设工艺孔,以便于设置芯头。铸铁地板铸成后可用螺丝塞头堵上。
铸铁地板芯头的定位机构下芯后,若要求砂芯不沿芯头轴线方向移动,不绕芯头轴线转动,或为了下芯十不易搞错方位,可采用垂直定位。芯头横截面的尺寸,一般决定于铸件相应部位孔眼尺寸,为了便于下芯、合箱,铸铁地板芯头应有一定的斜度之间应留有一定的间隙,芯头与芯座之间的间隙通常采取将芯盒作成名义尺寸,而将模样加大来实现的。铸铁地板芯头尺寸包括芯头度、间隙,芯头斜度及间隙,是为了下芯合箱方便而设的,芯头尺寸一般查表决定。
铸铁地板芯头承压面积的验算:一般,芯头尺寸是按经验数据确定,不进行验算。但对自身重量很大的芯子,或受金属液体浮力很为确保铸件质量,其芯头尺寸则需验算。垂直芯头有三种形式,上下都作出芯头,定位准确,支撑 ,铸铁地板排气通畅。一般常用这种形式,尤其适于高度大于直径的砂芯,只作下芯头,不作上芯头,合箱方便。适合于铸铁地板横截面积较大而高度不大的砂芯,上、下芯头都不作出,可降低砂箱的高度,便于调整砂芯的位置,适合于比芯。
铸铁地板的技术要求:铸铁地板工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等问题。铸铁地板应采用 细密的灰口铸铁等材料制造,其工作面硬度应为170~220HB,铸铁地板的铸造表面应清楚型砂且平整,涂漆精度等级为0级~3级的工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其铸铁地板硬度应小于周围材料的硬度的砂孔应不多于4个,且砂孔之间的距离应不小于80mm,工作面通常采用刮削工艺,对采用刮削加工的3级工作面糙度Ra 允许值为5μm。
铸铁地板相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的铸铁地板工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。
联系人威岳机械谢女士15350773479



&tel=15350773479&work=15350773479&email=&org=河北威岳机械公司&adr=河北省沧州市泊头市交河镇&url=http://hebeiweiyue111.ashidc.com/)










