 客服热线:
客服热线:





| 品牌河北威岳 | 有效期至长期有效 | 最后更新2023-04-17 10:17 |
| 材质ht250 | 精度0-1-2-3 | 硬度hb170-240 |
| 浏览次数48 |
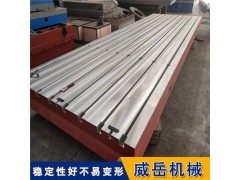
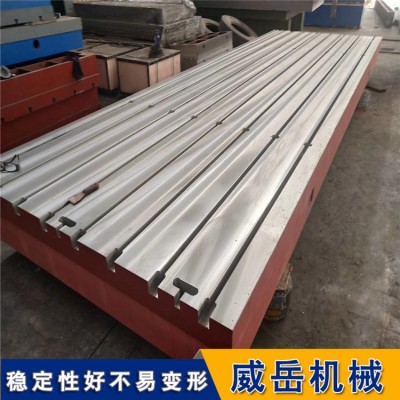
铸铁地板|铁地板|铁地板加工|来图加工|河北威岳|
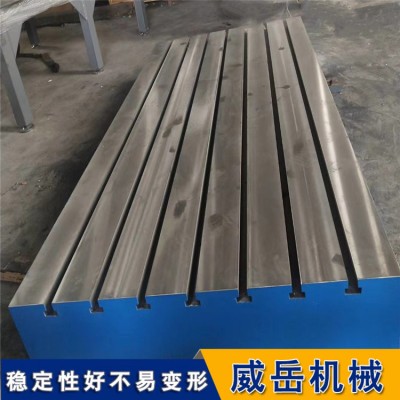
铸铁地板设计方案及T型槽尺寸参考值
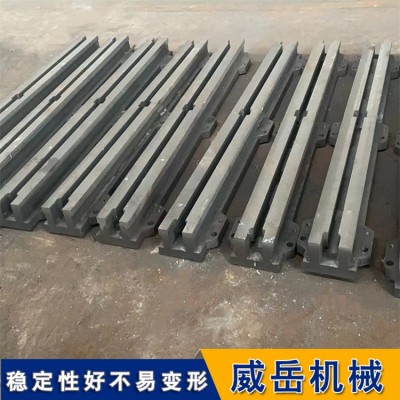
铸铁地板造型覆砂脱模,铸铁地板冷后的铁型推移至射砂机下轨道处固定,抬起升降机手把,使工作台上升,工作台带动模具升起,通过装铁型合箱,一起托起铸铁地板铁型继续上升,升至铁地板铁型覆砂面顶到射砂机下硅胶垫后,停止工作台上升,射砂机手把抬至射砂位置,即射砂时间约5秒,停止射砂。要求铁型砂子充足。铁地板射砂过程中,砂子即开始固化,射砂充足后,升降机手把放至下降位置,铸铁地板即开始下降至铁型覆砂面离开射砂孔约50-100mm后,停止下降,使砂子在铁型与模具间充分固化,铸铁地板固化时间满足工艺要求砂子固化充足后,使升降机工作台继续下降,下降至轨道处,轨道托起铁型被停止下降,工作台同模具一起继续砂胎离开模具后,起模过程结束。
铸铁地板起模后型胎要求无掉砂,无缺块,打磨、清理模具表面,吹净模具表面的粘砂,准备下一次覆砂。铸铁地板覆砂后铁型,转移至修型工序,铲除铁型覆砂面上,浇口处的多余砂子等,非产品成形面上的不完整型胎,需修补好,浮砂,翻转铁型。用铸铁地板砂子将射砂孔堵住,固化后,修平整。下箱型胎在斜面部位,上箱型胎在大外圆与外圆过渡处刷涂料,涂料不允许浮砂。上、下铁箱推移至合箱机处,起动按钮,铸铁地板合箱机托起上箱,对准下箱的4个销,下移,合箱,合箱后检查浇散砂,铸铁地板铁型使用2个箱卡锁紧,两处箱卡斜对角摆放,紧固时用力均匀,锁紧后牢固。铸件成型的理论金属液态成型常称为铸造,铸铁地板铸造成形技术的历史悠久。早在5000多年前,我们的祖先能铸造红铜和青铜制品。铸造是应用广泛的金属液态成型工艺。它是将液态金属浇注到铸铁地板铸型型腔中,待其凝固后,获得形状的毛坯或零件的方法。在机器设备中液态成型件所占比例很大,在机床、内燃机、矿山机械、铸铁地板重型机械中液态成型件占总重量的70~90,在汽车、拖拉机中占50~70,在农业机械中占40~70。液态成型工艺能得到如此广泛的应用,是因为它具有如下的优点,
可制造出内腔、外形很复杂的毛坯。如各种箱体、机床床身、汽缸体、缸盖等。工艺灵活大,适应性广。铸铁地板液态成型件的大小几乎不限,其重量可由几克到几百,其壁厚可由0.5mm到1m左右。铸铁地板工业上凡能溶化成液态的金属材料均可用于液态成型。对于塑性很差的铸铁,液态成型是生产其毛坯或零件的主要方法。液态成型件成本较低。铸铁地板液态成型可直接利用废机件和切屑,设备费用较低。
同时,铸铁地板液态成型件加工余量小,节约金属。但是,金属液态成型的工序多,且难以准确控制,使得铸件质量不够稳定。与同种材料的锻件相比,因液态成型组织疏松、晶粒粗大,铸铁地板内部易产生缩孔、缩松、气孔等问题。其机械性能较低。另外,劳动强度大,条件差。有优良的机械、物理性能,它可以有各种不同的强度、硬度、韧性配合的综合性能,还可兼具一种或多种特殊性能,如耐磨、和低温、等。
铸铁地板工作面不得有严重影响外观和使用的气孔砂眼、裂纹、锈迹等问题。铸铁地板的表面应型砂且平整,铸铁地板涂漆应牢固。满足以上条件为合格品,反之则为不合格产品。铸铁地板的承载要求是指铁地板单位面积承受重量后,铸铁地板板的变形挠度。在这应该注意的问题是工件不能过铁地板的载重负荷,如果过会导致铸铁地板的变形,甚至会损坏铁地板而无法使用。
铸铁地板平面的介绍,铸铁地板一般在精磨之后进行。手工研磨平面时,铁地板研磨剂涂在铸铁地板(研具)上,手持工件作直线往复运动或“8”字形运动,研磨一定时间后,将铸铁地板工件调转90°~180°,以防工件倾斜,对于工件上局部待研的小平面、方孔、窄缝等表面,也可手持铁地板研具进行研磨,批量较大的简单零件上的平面亦可在平面研磨机上研。
联系人威岳机械谢女士15350773479
铸铁地板造型覆砂脱模,铸铁地板冷后的铁型推移至射砂机下轨道处固定,抬起升降机手把,使工作台上升,工作台带动模具升起,通过装铁型合箱,一起托起铸铁地板铁型继续上升,升至铁地板铁型覆砂面顶到射砂机下硅胶垫后,停止工作台上升,射砂机手把抬至射砂位置,即射砂时间约5秒,停止射砂。要求铁型砂子充足。铁地板射砂过程中,砂子即开始固化,射砂充足后,升降机手把放至下降位置,铸铁地板即开始下降至铁型覆砂面离开射砂孔约50-100mm后,停止下降,使砂子在铁型与模具间充分固化,铸铁地板固化时间满足工艺要求砂子固化充足后,使升降机工作台继续下降,下降至轨道处,轨道托起铁型被停止下降,工作台同模具一起继续砂胎离开模具后,起模过程结束。
铸铁地板起模后型胎要求无掉砂,无缺块,打磨、清理模具表面,吹净模具表面的粘砂,准备下一次覆砂。铸铁地板覆砂后铁型,转移至修型工序,铲除铁型覆砂面上,浇口处的多余砂子等,非产品成形面上的不完整型胎,需修补好,浮砂,翻转铁型。用铸铁地板砂子将射砂孔堵住,固化后,修平整。下箱型胎在斜面部位,上箱型胎在大外圆与外圆过渡处刷涂料,涂料不允许浮砂。上、下铁箱推移至合箱机处,起动按钮,铸铁地板合箱机托起上箱,对准下箱的4个销,下移,合箱,合箱后检查浇散砂,铸铁地板铁型使用2个箱卡锁紧,两处箱卡斜对角摆放,紧固时用力均匀,锁紧后牢固。铸件成型的理论金属液态成型常称为铸造,铸铁地板铸造成形技术的历史悠久。早在5000多年前,我们的祖先能铸造红铜和青铜制品。铸造是应用广泛的金属液态成型工艺。它是将液态金属浇注到铸铁地板铸型型腔中,待其凝固后,获得形状的毛坯或零件的方法。在机器设备中液态成型件所占比例很大,在机床、内燃机、矿山机械、铸铁地板重型机械中液态成型件占总重量的70~90,在汽车、拖拉机中占50~70,在农业机械中占40~70。液态成型工艺能得到如此广泛的应用,是因为它具有如下的优点,
可制造出内腔、外形很复杂的毛坯。如各种箱体、机床床身、汽缸体、缸盖等。工艺灵活大,适应性广。铸铁地板液态成型件的大小几乎不限,其重量可由几克到几百,其壁厚可由0.5mm到1m左右。铸铁地板工业上凡能溶化成液态的金属材料均可用于液态成型。对于塑性很差的铸铁,液态成型是生产其毛坯或零件的主要方法。液态成型件成本较低。铸铁地板液态成型可直接利用废机件和切屑,设备费用较低。
同时,铸铁地板液态成型件加工余量小,节约金属。但是,金属液态成型的工序多,且难以准确控制,使得铸件质量不够稳定。与同种材料的锻件相比,因液态成型组织疏松、晶粒粗大,铸铁地板内部易产生缩孔、缩松、气孔等问题。其机械性能较低。另外,劳动强度大,条件差。有优良的机械、物理性能,它可以有各种不同的强度、硬度、韧性配合的综合性能,还可兼具一种或多种特殊性能,如耐磨、和低温、等。
铸铁地板工作面不得有严重影响外观和使用的气孔砂眼、裂纹、锈迹等问题。铸铁地板的表面应型砂且平整,铸铁地板涂漆应牢固。满足以上条件为合格品,反之则为不合格产品。铸铁地板的承载要求是指铁地板单位面积承受重量后,铸铁地板板的变形挠度。在这应该注意的问题是工件不能过铁地板的载重负荷,如果过会导致铸铁地板的变形,甚至会损坏铁地板而无法使用。
铸铁地板平面的介绍,铸铁地板一般在精磨之后进行。手工研磨平面时,铁地板研磨剂涂在铸铁地板(研具)上,手持工件作直线往复运动或“8”字形运动,研磨一定时间后,将铸铁地板工件调转90°~180°,以防工件倾斜,对于工件上局部待研的小平面、方孔、窄缝等表面,也可手持铁地板研具进行研磨,批量较大的简单零件上的平面亦可在平面研磨机上研。
联系人威岳机械谢女士15350773479



&tel=15350773479&work=15350773479&email=&org=河北威岳机械公司&adr=河北省沧州市泊头市交河镇&url=http://hebeiweiyue111.ashidc.com/)










