客服热线:
客服热线:















| 品牌石标 | 有效期至长期有效 | 最后更新2023-10-04 15:52 |
| 规格M6-M100 | 等级10.9 | 表面处理镀锌发黑 |
| 浏览次数374 |
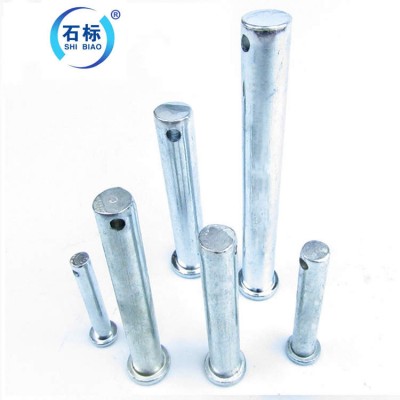
永年高强度销轴 销子生产厂家
销轴与销子的作用方式说明:
销轴与销子的产品广泛用于公用设施、汽车业-摩托车-轿车-客车-卡车、轨道交通、电力、电子、机械行业、化工行业、农机、建筑业、家电、船舶工业、采矿设备、冶金设备等行业。
销轴含义:
销轴是一类标准化的紧固件,既可静态固定连接,亦可与被连接件做相对运动,主要用于两零件的铰接处,构成铰链连接。销轴通常用开口销锁定,工作可靠,拆卸方便。
销轴的标准为ISO 2341:1986。国内标准GB/T882-2008。
销轴的性能等级详细说明:
销轴的等级可分4.8级;12.9级;10.9级;8.8级;6.8级等。以级我们都有大量现货供应。
销轴的规格说明:
誉标紧固件公司现货供应的销轴规格齐全,直径从Q4--Q200,长度以5mm--100000mm等;均有大量现货供应,我们还可以定制生产各种高 强度销轴,加长销轴,超大销轴等。

关于销轴包装方式说明:
誉标紧固件公司的销轴包装是采用结实耐磨的四层编织袋包装,还有箱装,还有出口专用包装等包装方式。也可以根据客户特殊要求进行严格包装的。
销子与销轴常用的材质说明:
Q235B;Q215;35#钢;45#钢;35CrMoA;25Cr2MoV;16锰;Q345D;不锈钢等。
销轴热处理调质的技术介绍:
一:设备:1.箱式炉:功率45KW,容积:600×1200×500; 2.电阻炉控制柜:功率50KW,控制回路电压:220V,电流80A,频率50HZ,相数3;3.洛氏硬度计:规格HR-150A。
二:材料:40Cr、45#圆钢:
三:调质处理: (一)40Cr销铀: 1. 升温:将炉温升至淬火温度840±10℃。
2. 装炉:装炉时尽量将粗细相近的圆钢放进一炉,圆钢堆放两侧距加热电阻丝间隔>80mm,后端距炉壁>150mm,前端距炉门>200mm。
若粗细圆钢混装,则本着“粗下细上”的原则,将粗轴放在下面,细轴放在上面。
3. 加热时间(包括装料后升温时间和保温时间):τ=αCDτ—加热时间;α—加热系数,取1.6min/mm;C—装炉系数,
取1.5;D—工件的厚度(mm);如:φ60销轴,加热时间τ=60×1.6×1.5=144分钟也可以通过观察窗观察工件的颜色,如料堆中间的颜色和炉膛颜色一致,若无杂色,说明加热时间已到。
4. 出炉淬火:出炉时先出细轴,后出粗轴,将轴出炉后以竖直方式浸进油中,并不断搅动。
降温到150℃~250℃时出油空冷(即工件表面油烟不太猛烈,手触摸无烧灼感),油槽温度不得高于80℃。冷 却介质为20#机械油,并根据工件淬火硬度及时更换。
5. 回火:将淬火后的工件重新装进炉中,装炉方法同前,至620℃ ,保温2小时,出炉空冷。
销轴与销子的产品广泛用于公用设施、汽车业-摩托车-轿车-客车-卡车、轨道交通、电力、电子、机械行业、化工行业、农机、建筑业、家电、船舶工业、采矿设备、冶金设备等行业。
销轴含义:
销轴是一类标准化的紧固件,既可静态固定连接,亦可与被连接件做相对运动,主要用于两零件的铰接处,构成铰链连接。销轴通常用开口销锁定,工作可靠,拆卸方便。
销轴的标准为ISO 2341:1986。国内标准GB/T882-2008。
销轴的性能等级详细说明:
销轴的等级可分4.8级;12.9级;10.9级;8.8级;6.8级等。以级我们都有大量现货供应。
销轴的规格说明:
誉标紧固件公司现货供应的销轴规格齐全,直径从Q4--Q200,长度以5mm--100000mm等;均有大量现货供应,我们还可以定制生产各种高 强度销轴,加长销轴,超大销轴等。
关于销轴包装方式说明:
誉标紧固件公司的销轴包装是采用结实耐磨的四层编织袋包装,还有箱装,还有出口专用包装等包装方式。也可以根据客户特殊要求进行严格包装的。
销子与销轴常用的材质说明:
Q235B;Q215;35#钢;45#钢;35CrMoA;25Cr2MoV;16锰;Q345D;不锈钢等。
销轴热处理调质的技术介绍:
一:设备:1.箱式炉:功率45KW,容积:600×1200×500; 2.电阻炉控制柜:功率50KW,控制回路电压:220V,电流80A,频率50HZ,相数3;3.洛氏硬度计:规格HR-150A。
二:材料:40Cr、45#圆钢:
三:调质处理: (一)40Cr销铀: 1. 升温:将炉温升至淬火温度840±10℃。
2. 装炉:装炉时尽量将粗细相近的圆钢放进一炉,圆钢堆放两侧距加热电阻丝间隔>80mm,后端距炉壁>150mm,前端距炉门>200mm。
若粗细圆钢混装,则本着“粗下细上”的原则,将粗轴放在下面,细轴放在上面。
3. 加热时间(包括装料后升温时间和保温时间):τ=αCDτ—加热时间;α—加热系数,取1.6min/mm;C—装炉系数,
取1.5;D—工件的厚度(mm);如:φ60销轴,加热时间τ=60×1.6×1.5=144分钟也可以通过观察窗观察工件的颜色,如料堆中间的颜色和炉膛颜色一致,若无杂色,说明加热时间已到。
4. 出炉淬火:出炉时先出细轴,后出粗轴,将轴出炉后以竖直方式浸进油中,并不断搅动。
降温到150℃~250℃时出油空冷(即工件表面油烟不太猛烈,手触摸无烧灼感),油槽温度不得高于80℃。冷 却介质为20#机械油,并根据工件淬火硬度及时更换。
5. 回火:将淬火后的工件重新装进炉中,装炉方法同前,至620℃ ,保温2小时,出炉空冷。



&tel=13047777257&work=13047777257&email=&org=邯郸市永年区誉标紧固件制造有限公司&adr=永年区西南开发区禹襄路南段路东&url=http://ybjgj888.ashidc.com/)